|
||||
|
|
Часть III. Металлы Глава 8 Пластичность металлов, или интимная жизнь дислокаций
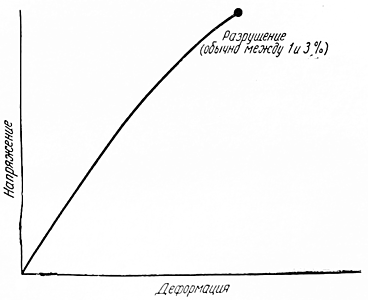
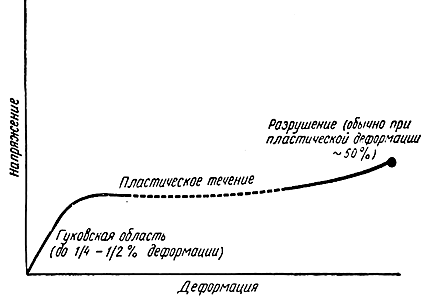
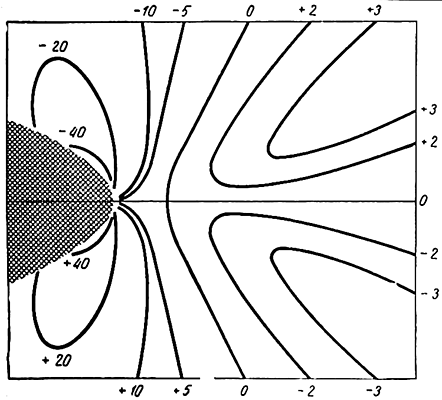
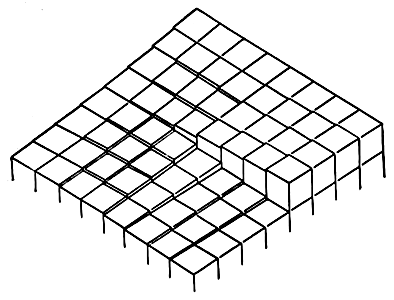
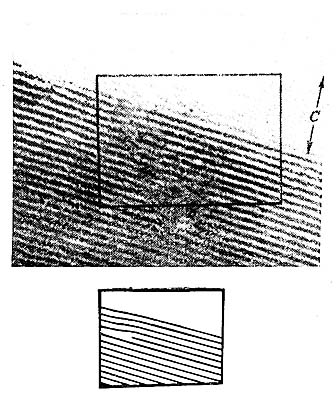
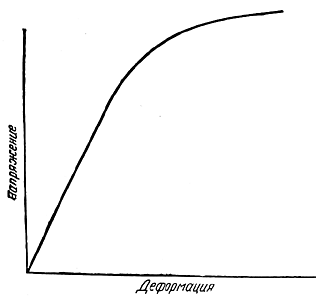
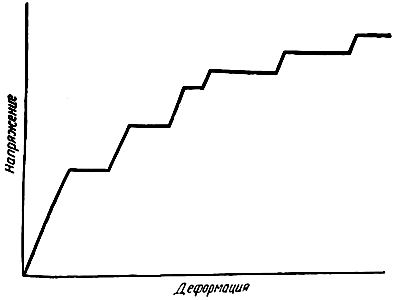
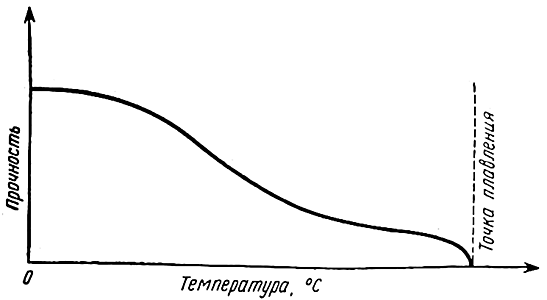
Выше мы говорили о том, как можно повысить вязкость упругих материалов,подчиняющихся закону Гука вплоть до момента разрушения. Описанный в главе4 механизм является практически единственным для получения полезнойвязкости неметаллических материалов, и, как мы уже говорили, живая природа,по-видимому, целиком уповает на него, по крайней мере в своих достаточножестких материалах, таких, как древесина и кость. Другое дело вязкостьметаллов - она не имеет, насколько мне известно, аналогий в живых организмах.Механизм сопротивления металлов хрупкому разрушению обычно называют пластичностью. Пластичность определяется тем, насколько форма кривой напряжение-деформацияотклоняется от закона Гука. В главе 3мы уже подробно говорили о концентрации напряжений, этом проклятии дляинженеров, с которым должна бороться вязкость. Как правило, в оценках концентрацииисходят из того, что материал следует закону Гука. Мы говорим о концентрациинапряжений, но все вычисления дают нам, по существу, концентрацию деформаций.Следовательно, если мы нашли в результате расчетов, что в непосредственнойблизости от кончика трещины деформация материала раз в 200 больше, чемсредняя деформация в конструкции, то мы полагаем далее, что местное напряжениетакже в 200 раз выше среднего. Мы говорим, что в этом случае коэффициентконцентрации напряжений равен 200. Однако эти рассуждения верны лишь втом случае, если для материала вблизи кончика трещины соблюдается законГука. Металловеды пользуются классическим способом торможения трещины, которыйоснован на свойстве материала пластически деформироваться. Этим свойством какраз и обладают металлы. Небольшие отклонения от закона Гука, связанные,например, с формой кривой сил межатомного взаимодействия (глава 1), здесьбесполезны, так как локальные деформации у кончика трещины обычно в сотни разпревосходят среднюю деформацию. Существует несколько разновидностей отклоненийот закона Гука. Может быть, полезно поэтому рассмотреть вначале материал, вкотором практически отсутствует сопротивление распространению трещин. Чем плохи вязко-упругие материалы Если оставить густую жидкость под постоянной нагрузкой, то через достаточнодлительный промежуток времени она может практически неограниченно деформироваться.Иными словами, она будет течь. Подобно болотной топи, такая жидкость потечет,если вы будете на нее давить долго, но она успешно сопротивляется внезапнымкратковременно действующим нагрузкам. Наиболее густые жидкости трудно отличитьот твердых тел. К такого рода веществам относятся вар и гудрон, конфетаириска и различные пластики. Мы уже говорили, что ириску довольно легко расколоть, а вот медленнымприступом ее можно не одолеть и большей силой. То же самое относится ик вару и, что уж совсем плохо, к пластикам. Дайте пластикам время, и онибудут действительно очень вязкими: они потекут вокруг головки трещины,и концентрация напряжений снизится Но как конструкционные материалы ониобъединяют в себе худшие качества как пластичных, так и хрупких материалов.Если их медленно нагрузить, то через некоторое время они начинают течьво всем объеме, постепенно уходя от выполнения своих прямых задач. Подвнезапной нагрузкой они неспособны вовремя деформироваться и их поведениепоходит на поведение твердого стекла. А коль скоро побежала трещина, онавскоре достигает такой скорости, за которой механизм пластического теченияуже не сможет успевать, - и материал раскалывается. Такие материалы, как древесина и армированные пластики, при большихнапряжениях тоже немного ползут, то есть ведут себя на манер вязко-упругихматериалов, и это, конечно, их недостаток. Кроме того, они не вполне “гуковские”:их кривая напряжение - деформация выглядит так, как показано на рис. 47.Однако отклонения от закона Гука слишком малы, чтобы как-то понизить хрупкостьэтих веществ, поэтому они должны полностью полагаться на слабые внутренниеповерхности, тормозящие трещины. Рис. 47. Кривая напряжение- деформация типичного неметаллического конструкционного материала (например, древесины или стекловолокна). Отклонение от закона Гука определяется, какправило, не формой кривой межатомных сил, а небольшими эффектами ползучести. Торможение трещин дислокациями и коррозия под напряжением Дислокационный механизм обеспечивает весьма удачную комбинацию упругостипри малых деформациях с интенсивным течением - при больших. Типичная криваянапряжение - деформация для пластичного металла схематически показана нарис. 48. Упругая деформация в таких металлах составляет намного меньше1%. Далее их поведение напоминает пластилин, они текут при почти постоянномнапряжении до удлинений 50% и более (на самом деле локальные деформациибывают значительно большими). На этом участке пластического течения материалне разупрочняется. С увеличением деформации напряжение не возрастает; но,с другой стороны, металл серьезно и не повреждается. Средняя рабочая деформация,сознательно допускаемая в технических конструкциях, редко превышает примерно0,1%, а поскольку металл может течь локально до 100% и более, то допустимыконцентрации деформаций в кончике трещины что-нибудь около 1000. Рис. 48. Кривая напряжение-деформация для пластичного металла На рис. 49 видно, что по обе стороны от кончика трещины есть малые областиочень большого сдвига - концентрация напряжений сдвига. Напряжения здесьдостаточны, чтобы заработали источники дислокаций, и, действительно, новыедислокации рождаются здесь в изобилии. В двух главных плоскостях, торчащихиз трещины, словно уши, под 45° к ее поверхности, возникает сдвиг, и самаяопасная концентрация напряжений снимается. Грубо говоря, это равносильноокруглению головки трещины. Следовательно, хотя гриффитсов баланс энергии(глава 4) остается в пользу распространениятрещины, механизм, движущий ее, оказывается бессильным из-за отсутствиянужной концентрации напряжений. Рис. 49. Концентрация касательных (сдвиговых)напряжений у кончика трещины. Таким образом, трещине не удается подрастать по чисто механическим причинам,и материал будет в безопасности, пожалуй, практически в 99% случаев. Работаяс материалами, мы должны всегда помнить, что не существует четких и ясныхлиний раздела между химией, физикой и теорией упругости. Эксперты в своихзамках из слоновой кости любят проводить это разделение, но ведь межатомные-то связи о них ничего не ведают. Связь может быть разрушена химическим,физическим или механическим путем, а также любой комбинацией этих способов.Упруго натянутая связь более уязвима по отношению к физическим и химическимвоздействиям. По этой причине области с высоким напряжением особенно слабосопротивляются растворителям и коррозионным средам. Мы уже подчеркивали, что в вязких материалах баланс энергии обычно остаетсяв пользу распространения трещины. Трещина стоит на месте лишь потому, чтоиз-за снижения концентрации напряжений отсутствует и механизм распространения.В то же время, хотя рождение многочисленных дислокаций сильно понизилонапряжения у головки трещины, оно не сбросило их полностью. Более того, сильно исковеркан и жизненный путь находящихся здесь атомов,и сохранились деформации микрообъемов. Поэтому связи между атомами в этойобласти более чем где-либо чувствительны к воздействию агрессивных растворови хнмикалиев, которым случится соприкоснуться с материалом. Вот почемуметаллы, вязкие на воздухе и в других сухих газах, могут растрескатьсяпод нагрузкой, если их замочить в морской воде. То же самое случается ина химических заводах. Причем без нагрузки металлы могут служить годамив той же самой коррозионной среде, а время действия роковой нагрузки можетбыть и очень большим, и очень малым. В этом отношении некоторые латунимогут оказаться ловушками для несведущих любителей. Пластичность кристаллов Пластичность металлов имеет два чрезвычайно полезных следствия. Во-первых,она затрудняет распространение трещин, а во-вторых, делает металл ковким.Последнее означает, что куску металла можно придать нужную форму путемгорячих или холодных операций ковки, прессования, гибки. Вообще говоря,для обработки металлов давлением (ковки, прокатки) способность к течениюдолжна быть больше, чем для того, чтобы обеспечить сопротивление материаларазвитию трещин. Но обработке подвергается, как правило, нагретый металл,а в таком состоянии практически все кристаллы намного более пластичны. Пластичность - исключительная привилегия кристаллов, поскольку истинныедислокации могут существовать только в виде нарушений идеальной кристаллическойрешетки. Большинство твердых тел обладают кристаллической структурой,и дислокации присутствуют почти во всех кристаллах. С другой стороны, вподавляющем большинстве кристаллов при комнатных температурах дислокациилибо недостаточно подвижны, либо характер их подвижности не тот. Почти все кристаллы содержат дислокации, порожденные самой природойкристаллизации. Но эти дислокации распределены по всему объему материалаболее или менее равномерно, а концентрация напряжений у кончика трещины- явление очень резко выраженное и локализованное, и их, этих врожденныхдислокаций, расположенных в непосредственной близости к трещине, для такогосдвига, который бы сгладил ситуацию, обычно не хватает даже если эти дислокацииочень подвижны. Следовательно, нужно, чтобы масса новых дислокации возниклапрямо на месте происшествия, их должна породить сама концентрация напряжении.Более того, размножение должно идти очень быстро, иначе материал будетуязвимым в случае ударных нагрузок. В реальном материале трещины совсем не похожи на плоские картинки налисте бумаги, это сплюснутые объемные клиновидные поры, пытающиеся втиснутьсяв трехмерный материал. Поэтому для того, чтобы должным образом уменьшитьконцентрацию напряжений, необходим сдвиг в пяти плоскостях. Число кристаллов, которые удовлетворяют всем перечисленным условиямсразу, очень мало: какая-нибудь дюжина металлических кристаллов из тысячсуществующих кристаллических веществ. Сегодня ни один неметаллический кристалл(подозрительное исключение составляет хлористое серебро) мы не можем считатьистинно пластичным. Хотя за последние тридцать лет проделана огромная работа по изучениюдислокаций и существует поистине необъятное количество как теоретических,так и экспериментальных сведений, нам все еще полностью не понятно, чтоопределяет подвижность дислокаций в раличных веществах. Но все же, наверное,будет полезно рассказать о некоторых более понятных сторонах этого явления. Прежде всего, легкость, с которой межатомная связь может быть разрушенаи восстановлена, для разных веществ весьма различна. А ведь мы знаем, чтокаждый раз, когда дислокация прыгает на один шаг, должны рваться старыесвязи и устанавливаться новые. В этом отношении наиболее гибкими должныбыть такие связи, которые обеспечивают одинаковое притяжение во всех направлениях.Здесь на первое место нужно поставить металлическую связь, а за ней - ионную.Наихудшей будет, наверное, ковалентная связь, которая часто бывает в высшейстепени направленной. Она имеет характер типа “все или ничего”. К сожалению,ковалентная связь в то же время является и наиболее прочной, и наиболеежесткой, и наиболее желательной из всех химических связей. Но при нормальнойтемпературе дислокации в ковалентных кристаллах малоподвижны. Очень важную роль играет также кристаллическая структура вещества, тоесть геометрия взаимного расположения атомов или молекул в кристалле. Еслиэлементарная ячейка (то есть такая минимальная ячейка, простым повторениемкоторой можно “собрать” кристалл) велика, то прыжок дислокации будет, какправило, затруднен. Даже если элементарная ячейка и мала, но упаковка атомовгеометрически усложнена, число направлений легкого скольжения будет чересчурограничено. Обычно кристаллы с кубическим расположением атомов деформируютсялегче, чем кристаллы с гексагональной упаковкой атомов. Далее, важную рольиграют размер ячейки, а также примеси. Громадное большинство кристаллических веществ не обладает достаточновысокой пластичностью при нормальных температурах, а те кристаллическиевещества, которые пластичны, оказываются слишком уж пластичными. Кристаллычистых металлов (железа, серебра, золота и т.п.) слишком мягки, настолькомягки, что практически их просто нельзя использовать. Поэтому задача металловедения- искусства и науки-заключается главным образом в том, чтобы придать такимкристаллам твердость и прочность, не сделав их при этом слишком хрупкими.Это следует делать, ограничивая движение дислокаций, но в то же время ненадо тормозить его слишком уж сильно. Инженеры любят толковать об “удлинении”, даже используют его в качестве мерыпластичности. Это очень грубый практический прием определения величиныпластической деформации металла перед полным его разрушением. Величина эта неимеет ничего общего с упругой деформацией при разрыве материала, которая обычноне превышает 1%. Для измерения удлинения на образец наносятся две метки нарасстоянии, положим, 5 см; после разрушения образца две половинки егоскладываются и расстояние между метками измеряется вновь. Если, например, новоерасстояние окажется 7,5 см, то говорят, что удлинение равно 50% и т.д. Как ирезультаты большинства других популярных инженерных испытаний, удлинение оченьтрудно более или менее стройным образом связать со свойствами пластическоготечения материала. Точно так же трудно такие результаты использовать. Однакомногие инженеры придерживаются стойкой почти религиозной веры в силу такихиспытаний, и если вы скажете им, что древесина и стеклопластики, обладаявязкостью, дают нулевое удлинение, то в ответ можете услышать, что именнопоэтому они их и не применяют. Как и большинство верований, основанных наэмоциях, эта вера зиждется на страхе, вполне понятном страхе перед хрупкимразрушением. Для большинства металлических сплавов удлинение порядка 5-10% оказываетсядостаточным для того, чтобы обеспечить удовлетворительную вязкость. Чащевсего на практике используют малоуглеродистые стали, имеющие удлинениедо 50-60%, но довольно низкую прочность. Частично это объясняется перестраховкойиз-за боязни трещин, но, кроме того, есть еще и две другие причины. Многиеконструкции делают из металлических листов, прутков, труб, и обычно бываеточень удобно и дешево придать им нужную форму путем гибки в холодном состоянии.Подгоняя одну часть конструкции к другой, можно также использовать и другиедовольно грубые методы. Во время войны мне говорил как-то один сборщиксамолетов, что подгонку крыльев “Спитфайеров” к фюзеляжам можно выполнитьтолько при помощи кувалды. Своими глазами я такого никогда не видел, поэтомуне могу ручаться за достоверность, но подобного рода вещи случаются, хотя,пожалуй, и не в авиационной промышленности и не в мирное время. Вторая причина связана с тем, что перераспределение напряжений в конструкцииможет сгладить опасные напряжения. Дело в том, что иногда бывает оченьтрудным сколько-нибудь точно определить нагрузки во всех элементах сложнойконструкции, а кое-кому это может показаться просто слишком обременительнымзанятием. Если же материал течет и имеет большой пластический участок,то перегруженный элемент может просто больше деформироваться, что не такуж и опасно для него. Многие инженеры свято верят в такие “самопроектирующиеся”конструкции. Теперь нам понятны преимущества пластичных металлов в реальном мирес его несовершенствами и соображениями коммерции. Легко объясняется теперьи широчайшее распространение мягких сталей, алюминия, меди. Но вместе стем с пластичностью связаны и два недостатка. Пластичность даже самых мягкихметаллов не бесконечна, и так как способов измерить, какая доля пластичностиуже исчерпана при изготовлении детали, обычно нет, остается лишь догадываться,сколько же пластичности сохранилось на то, чтобы обеспечивать вязкостьв ходе эксплуатации. Когда ломаются изделия массового производства, именнов этом незнании кроется корень зла. Отжиг - операция достаточно прихотливая,к тому же она связана с дополнительными расходами, а малые детальки имеютгрошовую цену, поэтому трудно воспротивиться стремлению деформировать металлв таких случаях вхолодную. Другой недостаток заключается в том, что максимальная пластичность неизбежносочетается с малой прочностью, поскольку металловеды должны сделать так,чтобы дислокации начали двигаться при малых напряжениях. А в итоге конструкциичасто получаются намного тяжелее, чем следовало бы. Краевые и винтовые дислокации Теория дислокаций чрезвычайно сложна и в конце-то концов наибольший интерес онапредставляет, по-видимому, для узких специалистов. Однако нам следует упомянутьо двух основных типах дислокаций - краевой и винтовой. Краевая дислокация былавведена в обиход Дж. Тэйлором в 1934 году. Она проще и легче для понимания. Какмы уже говорили о ней в главе 3 (рис. 28), она создана, по существу, лишнимслоем атомов, вдвинутым в кристалл словно лист бумаги, наполовину вложенныймежду страницами книги. Краевые дислокации могут возникнуть в процессеобразования кристалла. Примером их могут служить так называемые “малоугловыеграницы”: когда два растущих кристалла встречаются под небольшим углом исоединяются вместе, образуя сплошное тело, линия их соединения оказываетсяцепочкой краевых дислокаций, которые впоследствии могут, конечно, перебратьсяна новые места. Существование винтовых дислокаций предсказал в 1948 году Франк. Онипонадобились ему не столько для объяснения механических свойств кристаллов,сколько для объяснения их роста. Переход атомов или молекул из раствораили из пара и более или менее непрерывное осаждение их на растущем твердомкристалле сопровождается изменением энергии системы. Пойдет или не пойдеттакой процесс - зависит от так называемого пересыщения, грубо говоря, оттого насколько охотно молекулы покидают раствор или пар. Можно, напримерохладить раствор сахара или соли значительно ниже температуры, при которойдолжны расти кристаллы, а кристаллы не появятся, пока не окажется для нихподходящей поверхности. Для гладкой плоской поверхности можно вычислить степень пересыщения,которой можно достичь без выпадения материала. Она оказывается довольнобольшой. Франка занимало, что на практике многие кристаллы растут себена здоровье при пересыщениях, которые намного меньше теоретически рассчитанныхдля присоединения атомов к плоской поверхности. И в самом деле, если бынам всегда пришлось осаждать кристаллы только на плоскую поверхность, многиекристаллы вряд ли вообще были бы получены. Но можно показать, что еслиповерхность имеет нерегулярность, неровность, такую, как, например, ступенькавысотою хотя бы в одну молекулу, - осаждение будет намного легче. Ступенька дает довольно уютное пристанище блуждающим молекулам, которыестремятся осесть именно здесь. Так и каменщик кладет кирпичи на уступекладки. И точно так же, как и в случае кирпичной кладки, добавив один элементик,мы не уничтожим ступеньку, а лишь переместим ее вдоль верхушки стены. Этотмеханизм в действии наблюдали Банн и Эммет в 1946 году. Напомним, что именнотак получаются ступеньки, которые ослабляют поверхность усов и других кристаллов(глава 3). Франк рассуждал примерно так. Допустим, что ступеньки роста существуют.Что же тогда получается, когда движущаяся ступенька доходит до кромки кристалла?По-видимому, она должна исчезнуть, как исчезает уступ на кирпичной стене,когда каменщик достигает конца стены. Если так, то как могла бы возродитьсяступенька, чтобы начал расти следующий слой? Ответ Франка был блестяще прост. Кристаллы никогда не строятся, какдома, из слоев кирпича. Ступенька роста никогда не исчезает на кромке,потому что кристалл строится подобно винтовой лестнице. Значит, кристаллпросто “накручивается” сам на себя, все время используя одну и ту же ступеньку.Подобно тэйлоровой гипотезе о краевых дислокациях, идея о винтовых дислокацияхпокоряла своей логикой, и интуитивно казалось, что она должна быть верной.Так оно и получилось. Вскоре Форти и другие экспериментаторы подтвердилисуществование винтовых дислокаций (рис. 50). Рис. 50. Схема винтовой дислокации. В схеме винтовой лестницы самой труднообъяснимой была ситуация в центре.Здесь, конечно, существует какой-то пробел, нестыковка, образующие некоторуюлинию по оси винта. Это и есть сама дислокация. Как и в случае краевойдислокации, межатомные связи здесь сильно деформированы, хотя ничего подобногоотверстию, в обычном смысле этого слова, нет. Но вот усы довольно частобывают полыми, трубчатыми. Возможная причина этого в том, что такие усыросли с винтовой дислокацией, ступенька которой была высотой не в одну,а в несколько молекул. Если так, то тогда деформации в ядре дислокациимогут быть очень большими. Следовательно, кристалл может предпочесть энергиидеформации поверхностную энергию, то есть расти с отверстием посередине. Как случается с большинством удачных гипотез, с гипотезой о винтовойдислокации перестарались: с нею связывался почти каждый аспект роста почтикаждого вида кристаллов. Сегодня, по-видимому, ясно, что многие кристаллыобходятся в своем росте без механизма Франка, но факт остается фактом -очень многие кристаллы используют этот механизм, винтовая дислокация -вполне реальное и очень важное явление. Совсем не обязательно, чтобы дислокация была целиком краевого или винтовоготипа. Дислокационная линия может начаться как краевая, а закончиться -как винтовая, и наоборот. А между началом и концом она может быть отчастивинтовой, а отчасти - краевой. В таких случаях говорят, что дислокацияимеет винтовую и краевую компоненты. Но правила движения двух типов дислокацийнеодинаковы, и в этом одна из причин сложностей поведения реальных дислокаций,представляющих собой обычно искривленные пространственные линии. Сегодня теория дислокации - тщательно разработанная и поощряемая наука,которая, несомненно, пролила свет на поведение твердых тел, особенно металлов.Теперь мы в значительной мере понимаем реальное поведение металлов. С другойстороны, нельзя сказать, что знания о дислокациях привели к каким-то радикальнымусовершенствованиям механических свойств материалов. Что касается металлов,то можно, пожалуй, сказать, что большая часть возможных и важных улучшенийбыла сделана еще традиционными эмпирическими методами, а роль дислокационнойтеории свелась к объяснению того, почему и как эти улучшения получились. Наблюдение дислокаций Какой правдоподобной и логичной ни была бы научная гипотеза, для большинствалюдей она остается все-таки голой абстракцией, пока нельзя будет что-топотрогать собственными руками или увидеть собственными глазами. Косвенныхили математических доказательств для них недостаточно. Примером может служитьтепловая теория. Из элементарной физики каждый знает, что температура веществаопределяется непрерывным и беспорядочным движением его молекул. Но посколькув том же курсе физики говорится еще, что молекулы слишком малы, чтобы ихвидеть, а также потому, что ощущения тепла и холода никоим образом не связываютсяс представлением о движущихся частицах, - мысль о теплоте, как о молекулярномдвижении, обычно не ощущается нами как реальность. Ботаник Броун в 1827 году, наблюдая в микроскоп пыльцу некоторых цветов,обнаружил, что она находится в непрерывном приплясывании. Броуновское движениемельчайших твердых пылинок, взвешенных в воде, легко можно увидеть. Капните,например, обычной китайской туши или акварели на предметное стеклышко микроскопаи, накрыв каплю другим стеклом, взгляните на нее при довольно большом увеличенииобычного оптического микроскопа. Вы увидите, что частицы помельче носятсяв совершенно сумасбродной джиге. Сколько бы вы ни смотрели на этот танец,он будет продолжаться. А за танцем кроется вот что. Сами частицы туши иликраски имеют что-нибудь около микрона в поперечнике, то есть они в несколькотысяч раз больше окружающих их молекул жидкости. Молекулы носятся взад-впередсовершенно беспорядочным образом. Наши частицы вовлекаются в эту толчею.Те частицы, что покрупнее, никак не реагируют на толчки, а вот для частицпомельче молекулярные толчки оказываются чувствительными, они прыгают отних в разные стороны так, что все это видно в обычный оптический микроскоп. После того как вы увидели своими глазами броуновское движение, вашепредставление о природе теплоты будет уже совсем иным. Теперь вы можетесказать, что не просто заучили какие-то объективные научные истины, а ужена ты с кинетической теорией тепла. Разница примерно такая же, как читатьо заходе солнца и самому наблюдать закат. То же самое и с дислокациями. Абстрактная теория становилась очень осязаемымявлением. Но как же увидеть дислокации? Прежде всего с помощью химическоготравления. Мы уже говорили, что деформированные межатомные связи болееуязвимы для химических и физических воздействий, чем недеформированные.Следовательно, если протравить кристалл (обычно в кислотном растворе),то места, где дислокации выходят на поверхность, протравятся более интенсивно,чем окружающий материал. В результате на поверхности кристалла появитсясерия так называемых ямок травления, которые обычно легко просматриваютсяв оптический микроскоп. Такая техника наблюдения дислокаций очень распространена,и специалисты, наблюдая полученные путем травления оспинки, могут сделатьдовольно далеко идущие выводы. Одним из ухищрений здесь является раскалываниекристалла надвое. Любая дислокация, существовавшая в кристалле до началаэксперимента и проходившая через плоскость раскола, будет, конечно, однойи той же на обеих половинках. Одна из половинок выбирается как контрольнаяи травится немедленно, чтобы выявить исходную дислокационную картину, адругая половинка деформируется (либо с нею ставится какой-то другой эксперимент),а уж затем травится. Сравнивая картину ямок травления на двух поверхностях,можно видеть, какие из дислокаций образовались в ходе эксперимента, а какие- передвинулись. Травление - полезный прием, но его нельзя считать способом прямого наблюдениядислокаций. Следующий шаг в этом направлении был сделан Хиршем в Кэвендишскойлаборатории (Кембридж). Он использовал свойство очень тонкой металлическойфольги быть практически прозрачной в электронном микроскопе, а вот любыенарушения кристаллической решетки дают темные образования. Поэтому дислокациипредставляются здесь темными линиями на белом фоне. Все это хорошо, но было бы интереснее взглянуть на движущуюся дислокацию,а для этого на нее нужно воздействовать, создав какое-то напряжение. Нелегкоприложить механическое напряжение непосредственно к фольге, которая настолькотонка, что становится прозрачной для электронного пучка. Поэтому Хирш использовалдля нагрева фольги, расширения и, стало быть, нагружения образца энергиюсамого электронного пучка. Все сработало очень хорошо, и Хирш смог снятькинофильм о дислокациях в движении. Фильм получился очень впечатляющим.Дислокации являли собой таинственную картину суетящихся мышей. Опыты Хирша, однако, не преследовали цель увидеть индивидуальные атомыили трехмерную шахматную доску кристаллической решетки. Дислокации у Хиршабыли всего лишь черными линиями деформации на белом или сером фоне. Но,как мне кажется, чего мы действительно хотим, так это увидеть слой атомов,обрывающийся где-то в кристаллической решетке. Однако, прежде чем увидетьдислокацию в кристаллической решетке, нужно бы увидеть … саму решетку.В металлах и в большинстве обычных кристаллов параметр решетки близок к2 А. А в те времена, о которых я сейчас говорю (середина 50-х годов), самоелучшее разрешение электронного микроскопа было около 10 А. Стало быть,не было никакой надежды увидеть атомные слои обычными средствами. Эту трудностьпервым преодолел Джим Ментер, работавший в Хинкстон Холле близ Кембриджа.Он приготовил тонкие кристаллики вещества, называемого фталоцианином платины.Молекула этого органического соединения - плоская, примерно квадратная,около 12 А в поперечнике. В середине квадрата - дырка, а в этой дырке вслучае фталоцианина платины - атом платины. В кристалле эти плоские молекулыупаковываются так, что расстояние между слоями молекул оказывается 12 А,и центре каждого ряда молекул проходит линия тяжелых атомов платины, стоящихособняком от легких атомов панической молекулы. Таким образом получаютсялинии платиновых атомов в регулярном кристаллическом расположении, расстояниемежду которыми 12 А вместо обычных 2 А. Органическую часть молекулы можносчитать прозрачной набивкой, которая держит на нужном расстоянии плотные,с неясными очертаниями атомы платины. Настраивая микроскоп на максимальное разрешение, можно было увидетьрешетку этого кристалла. Пожалуй, она была похожа на нарисованные уголькомслегка лохматые полосы на более светлом сероватом фоне - что-то вродестрок на телевизионном экране. Бросалась в глаза невероятная регулярностькристалла. При большом, увеличении бесчисленные рыхловатые полоски тянулисьидеально прямо. Конца им, казалось, нет. Число слоев было огромным. Миллионымиллионов молекул, каждая точно на своем месте. Потребовалось внимательно пересмотреть громадное число фотографий, преждечем была найдена краевая дислокация. Она выглядела точно так же, как еерисовали вот уже двадцать лет: одна темная расплывчатая полоска оборвалась,а соседние сомкнулись, чтобы ликвидировать зазор (рис. 51). Ментер успелпослать эту фотографию Дж. Тэйлору как раз вовремя - к его семидесятилетию. Рис. 51. Первая прямая фотография краевой дислокации,полученной Дж.В. Ментером. Большой размер молекулы фталоцианина платиныпозволил увидеть в электронном микроскопе расстояние между атомами. Нужно сказать, на нас, работавших в Хинкстоне в то время, эти картинки,выходившие мокрыми из фотокомнаты, оказывали магическое воздействие. Опыты Ментера по визуализации атомных слоев и дислокаций в них с помощьюэлектронного микроскопа были очень убедительными, это сделало их знаменитыми. Однако существует и другой подход к той же задаче. В главе 3 мы говорили осделанной Маршем очень чувствительной разрывной машине для усов и других тонкихволокон Эта машина может обнаруживать удлинения попядка 4-5 А, что примерноравно разрешению современного электронного микроскопа. Сдвиг, вызванныйиничной дислокацией, дает перемещения около 1 А и, следовательно, не может бытьзамерен на этой машине. Но источник дислокаций порождает их в таком количестве,которого хватает, чтобы произвести перемещение в 100-500 А, а это уже легкоможет быть зафиксировано машиной Марша. Когда мы проводим обычное испытание на растяжение образца осязаемыхразмеров из любого пластичного материала (например, мягкого металла), тополучаем диаграмму напряжение - деформация в виде плавной кривой, изображеннойна рис. 52, которая хорошо знакома инженерам и металловедам. Если мы возьмемтеперь чрезвычайно тонкий, но пластичный образец (например, большой ус)и испытаем его на машине Марша, то получим нечто совершенно другое. Рис. 52. Обычная криваянапряжение -деформация при испытании макроскопического пластичного образца. Типичный результат испытания показан на рис. 53. Здесь мы видим упругоеудлинение, прерываемое внезапными включениями источников дислокаций. Источникиработают совершенно беспорядочно, и вызываемые ими сдвиги протекают практическимгновенно. Именно поэтому диаграмма напряжение-деформация имеет серию ступенек.Дело в том, что на каждом уровне напряжений существуют источники, готовыепородить сотни дислокаций. Но эти источники пускаются в ход беспорядочнымитепловыми толчками, подобными тем, которыми возбуждаются частицы в случаеброуновского движения. То же самое происходит и в большом образце, но встоль многих местах и столь часто, что суммарный эффект выражается плавнойкривой. Поведение малого образца с его беспорядочными и внезапными движениямиеще раз убеждает нас в реальности дислокаций. Рис. 53. Кривая напряжение- деформация для очень малого макроскопического образца (уса) материала,испытанного на машине Марша. Пластическое удлинение происходит ступенчато,каждая ступень соответствует работе источника дислокации. Ползучесть и жаропрочность Следствия из всего сказанного для поведения металлов в рабочих условияхдовольно очевидны. Когда металл нагружается намного ниже предела упругости,то есть работает где-то в глубине гуковского участка кривой напряжение-деформация,удлинение материала не подвержено влиянию времени. При необходимости мымогли бы оставлять материал под нагрузкой в течение веков, не вызывая каких-либодеформаций или повреждений материала. Однако вблизи предела упругости материалстановится заметно подверженным влиянию как времени, так и температуры.Мы видели, что даже при комнатной температуре тепловые толчки активируютисточники дислокаций, так что пластическая деформация со временем накапливается:материал удлиняется, а в некоторых случаях может разрушиться. Иными словами,мы не можем назвать прочность такого материала, пока не укажем также искорость нагружения или не уточним, как долго будет действовать на материалнагрузка. Следовательно, такие конструкции, как подвесные мосты, нагруженныенепрерывно в течение многих лет, должны быть рассчитаны на меньшие напряжения,чем те конструкции, которые нагружаются ненадолго и от случая к случаю.Используемые на практике металлы обнаруживают некоторую ползучесть дажепри довольно малых напряжениях, и на это следует обращать внимание, когдаважно обеспечить точность размеров. Нетрудно представить себе, что напряжения, при которых с ползучестьюнадо считаться, сильно зависят от температуры. В то же время температурачасто определяет вид машины в целом. Особенно она важна для тепловых машин,например таких, как газовые турбины. В целом, чем горячее нагретые частимашин, тем большего полезного эффекта можно ожидать от всей конструкции,особенно в отношении экономии горючего. Так как железо плавится при температуре,несколько превышающей 1500° C, а есть и более тугоплавкие металлы, то можнобыло бы подумать, что не существует особых трудностей в эксплуатации машинпри температуре, скажем, 1200° C. Ведь это намного ниже температуры плавления.Но дело обстоит далеко не так. Верно, что железо не плавится ниже 1500° C. Но ведь расплавленный металлтечет под действием собственного веса, то есть при ничтожных напряжениях.А стоит нам приложить механическое напряжение, даже совсем малое, как течениеи.неизбежное разрушение появляются задолго до плавления. Прочность резкоснижается даже при сравнительно быстрых нагружениях (например, при испытанияхна обычных установках). Более того, когда элементы машин подвергаются длительномунагружению в одном направлении (например, турбинные лопатки под действиемцентробежных сил), мы должны пристально следить за ползучестью. При кратковременных нагружениях прочность металлов изменяется с температуройприблизительно так, как показано на рис. 54. Можно сказать, что материалумирает медленно, постепенно. В качестве очень грубого рабочего правила,верного для большинства металлов, можно принять, что материал не можетиспользоваться при температурах выше половины его температуры плавления,выраженной в градусах Кельвина (градусы Кельвина = градусы Цельсия+273;см. приложение). Рис. 54. Зависимость “кратковременной” прочности металла от температуры испытания. Конечно, можно поднять рабочие температуры сплавов. Для этого нужнотем или иным способом затормозить движение дислокаций. Трудность здесьзаключается в том, что большинство добавок, которые можно было бы использоватьс этой целью, сами стремятся стать подвижными при высоких температурах.Все это дело чрезвычайно трудное, и, наверное, металловеды неплохо поработали,чтобы достигнуть рабочих температур около 950-1000° C на очень специальныхсплавах для турбинных лопаток. Рабочие температуры обычных сталей намногониже. Во многих керамических материалах дислокации практически неподвижныпри температурах до 1500° C, но эти материалы, как правило, чрезвычайнохрупки при сравнительно низких температурах. Поэтому керамические материалыочень хороши для неподвижных конструкций, например в качестве огнеупоровдля печей, где они могут работать под нагрузкой при температурах, поразительноблизких к точкам плавления. Но они обычно не годятся для изготовления подвижныхдеталей машин. Глава 9 Железо и сталь, или Гефест средь чертовых мельниц
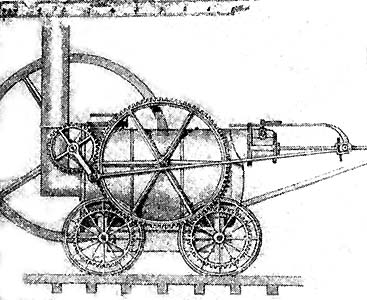
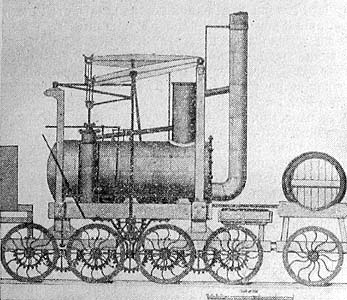
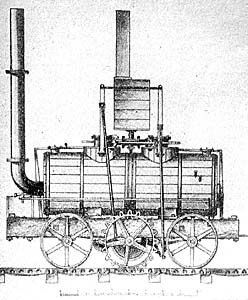
Древесина и камень всегда были наиболее распространенными материалами конструкций,металлы же - относительно новое приобретение техники. Поэтому все мы осознаемноваторскую роль металлов, хотя, как мы видели, общий тоннаж используемыхметаллов все еще уступает старым материалам. Но металлы, особенно железо,как нельзя лучше подошли для того рода машин, которые были проклятием иславой промышленной революции. Именно благодаря разработке дешевых методовполучения и обработки железа в больших количествах появилась возможностьмеханизации труда. Сталь, как известно, стала дешевым материалом тольково второй половине XIX века, когда главные события промышленной революциибыли уже позади. Однако, будучи материалом необходимым, железо использовалось в большинствепервых машин, даже в паровых машинах, все же весьма ограниченно. В первомфултоновском пароходе, плававшем по Гудзону, даже котел (невероятно!) былдеревянным; нагрев воды производился в отдельном устройстве из железныхтруб. Правда, американцы считали, что это уж чересчур, но и на американскихречных пароходах дерево использовалось тогда в такой степени, которая современномуинженеру кажется почти невероятной. А ведь такие пароходы обеспечивалибольшую часть внутриамериканского грузооборота вплоть до 60-х годов прошлогостолетия. Вообще говоря, использование металлов требует решения двух проблем.Во-первых, металл должен быть получен из руды, этим занимается металлургия.Во-вторых, нужно перевести металл в наиболее полезное состояние с точкизрения твердости, прочности и вязкости; подсказать здесь необходимые путипризвано металловедение. Как мы уже видели, чистые металлы обычно оченьмягки, поэтому металловеды занимаются в основном торможением дислокаций,но лишь в такой мере, чтобы упрочнить металл, не вызвав его охрупчивания.Поскольку металлы из руды часто получаются в нечистом виде, их экстракция(извлечение) и последующая обработка должны рассматриваться совместно. Химические и технологические особенности обработки могут варьироватьсяочень широко, но в каждом случае цепь остается одной и той же: управлениеподвижностью дислокаций путем изменения структуры и размеров кристаллов(дислокации могут пересекать границы между отдельными зернами, но для этогоони должны преодолеть определенное сопротивление) или с помощью добавоклегирующих элементов. Легирование сплавов может дать такой результат, которыйзатормозит дислокации как раз в нужной степени. Очень малые частицы, дажеединичные атомы примеси, могут застопорить продвижение дислокационной линии,если эта линия натолкнется на них. Можно вычислить напряжение, необходимоедля того, чтобы сначала выгнуть дислокацию в дугу между точками закрепления,а затем и оторвать ее от них. Это напряжение зависит от расстояния междуэтими точками, которое становится, таким образом, полезным и мощным средствомуправления свойствами сплава. Почти любая добавка к металлу будет влиятьна его механические свойства в лучшую или худшую сторону, а иногда и вту и в другую сторону сразу: некоторые добавки полезны, когда они рассеяныпо всему объему, и вредны, когда, собираясь на границах зерен, серьезноослабляют металл (см. главу 3). Если мы возьмем число всех пластичных металлов и умножим его на числовозможных механизмов упрочнения, то окажется, что количество взаимосвязейи комбинаций в металловедении будет весьма большим, отчего сам предметпокажется уже очень сложным. Однако для неспециалиста, интересующегосялишь принципами и конечными результатами, все следствия происходящих вметаллах процессов можно представить в достаточно простом виде. Посмотрите на табл. 2 (гл. 10). В нее внесены многие технические металлы, ихотя плотность их весьма различна - от 10,5 г/см3 у молибдена до 1,7 г/см3у магния, - модуль Юнга, деленный на плотность, удельный модуль Юнга,оказывается для них всех величиной постоянной. Существуют, правда, некоторыешироко применяемые металлы и сплавы (например, медь и латуни), для которыхудельный модуль упругости немного ниже. Но пластичных металлов с более высокойудельной жесткостью нет. Таким образом, почти все используемые металлы дают тужесткость, за которую заплачено их собственным весом, - ни больше, ни меньше. Как уже говорилось, все эти металлы в чистом состоянии очень мягкие,и задача металловедов состоит в том, чтобы поднять их прочность и твердость,не допуская чрезмерного охрупчивания. Если судить по деформации, успехиметалловедения отличаются удивительным постоянством. Обычно максимальнаяупругая деформация, которую можно получить на металле без придания емунедопустимой хрупкости, колеблется около 1%. Однако в большинстве случаевинженеры считают металлы в таком состоянии малопластичными и потому малопригоднымии, как правило, вынуждены ограничиться максимальной упругой деформациеймежду 0,25 и 0,5%, тогда , как остаточное удлинение может доходить до 50-60%. Следовательно, весьма приближенно все металлы можно считать членамиодного семейства с очень схожими удельными жесткостями, удельными прочностямни удлинениями. Конечно, это очень грубое обобщение, и уж совсем не такстоит вопрос для металловедов, которые упорно продолжают предприниматьпопытки получить лучшие комбинации удельной прочности и вязкости (с удельнойжесткостью ничего не поделаешь), хотя возможности их здесь довольно ограниченны.Металловеды достигли успехов в попытках сохранить прочность с повышениемтемпературы. Во многих случаях это важнее, чем повышение прочности прикомнатной температуре. Нет нужды описывать здесь специальные металлургические процессы и различныевиды обработки всех металлов и сплавов. На эту тему написано множествокниг. Однако огромная социальная и техническая значимость железа и стализаставляет рассказать о них немного подробнее. Приступая к делу, я слишкомхорошо отдаю себе отчет в размерах и трудностях этого предмета. Возможноперед началом я должен принести какую-то жертву Гефесту, кузнецу и оружейникуОлимпа, единственному технологу, принятому в круг главных богов. Железо Прочность железа и стали определяется чрезвычайно сильным влиянием углерода,содержащегося в кристалле железа, на движение дислокаций. Конечно, дислокационныеявления оказались понятными лишь совсем недавно. Да что там дислокации,даже сравнительно простая химия процесса получения железа из руды былаосознана к концу периода промышленной революции. Однако практическая металлургияжелеза была разработана и без этого, и сейчас она во многом остается традиционнымпроцессом. Подобно тому как текстильное дело с его прядением и ткачествомуходит в доисторические времена, а вклад современных фабрик сводится кмеханизации и рационализации простых ручных операций, так и производствостали основано сейчас на усложненных схемах, которые сами по себе существуютс незапамятных времен. Именно поэтому процессы черной металлургии лучшевсего понимаются на историческом фоне. Величайшая трудность древних металлургов (исключая, конечно, их научноеневежество) была связана с получением достаточно высокой температуры впечи. Современное металлургическое оборудование дает в руки металлургавысокую и регулируемую температуру. Это сокращает время получения металлови сплавов, так как позволяет объединять в один процесс несколько операций.Естественно, сейчас и масштабы другие. Современная печь может дать тысячутонн стали в день, тогда как средневековый мастер был бы доволен, получивкилограммов пятьдесят металла. Не в пример бронзе, которая может плавиться при 900-1000° C, что как разобеспечивают обыкновенные дрова, чистое железо плавится при 1535° C, а этатемпература веками лежала за пределами технических возможностей. Однако ужедовольно малые добавки углерода значительно понижают температуру плавленияжелеза, а углерод всегда под рукой - ведь для нагрева руды использовали вкачестве топлива древесный уголь. Самая низкая температура плавления,достижимая на этом пути, - около 1150° C, она получается, когда 4-4,5% углеродапродиффундировало (то есть просочилось) в металл[46]. Достижение такойтемпературы представляло определенные трудности для древних, но все же ее можнобыло получить на древесном угле, поддувая в него воздух мехами. Железные руды состоят в основном из окислов железа; чаще всего встречаетсякрасный железняк Fe2O3. Между прочим, окислы железа используются в красках(охра, железный сурик, мумия). Первое, что необходимо сделать с рудой, - удалить кислород. Если нагреватьруду с помощью древесного угля или кокса, это получается почти автоматически:3Fe2O3 + 11С > 2Fe3C + 9CO. Кислород вместе с частью углерода уходит прочь в виде окиси углерода(угарного газа), оставляя карбид железа, называемый обычно цементитом (внем содержится 6,7% углерода). На практике вместе с первой идет и другаяреакция:Fe2O3 + ЗС > 2Fe + 3CO. Таким образом получается также и некоторое количество чистого железа,в конце процесса мы имеем смесь железа и карбида железа, содержащую в целомоколо 4% углерода. Железо и карбид могут взаимно растворяться, и именноэтот раствор, имеющий низкую температуру плавления, был ключом того процесса,который использовали древние для получения железа. Он же идет и в современнойдомне. Железные руды содержат не только окислы железа, но и различные минеральныепримеси - главным образом, окислы других металлов. Сами по себе они имеютвысокие температуры плавления, и если бы руда нагревалась в контакте тольколишь с углеродным топливом, то вряд ли удалось расплавить ее полностью.Здесь на помощь приходит флюс, который добавляют обычно в виде извести(СаО) или известняка (СаСО3). В данномслучае известь выполняет те же функции, что и в стекловарении, то естьона снижает температуру плавления нежелезных окислов, образуя вместе сними легкоплавкую стекломассу. Эта масса называется шлаком. На вид онагрязно-коричневого или серого цвета. По нынешним временам она иногда перерабатываетсяв шлаковату, используемую для теплоизоляции. Таким образом, на дне печи получается смесь железа, карбида железа ишлака. В самых первых печах эта смесь проплавлялась неполностью, ее извлекалив виде тестообразного куска, слитка, содержащего древесный уголь и другиевключения. Включения эти составляли самостоятельную проблему, а, крометого, из карбида железа негоже было делать оружие и инструмент - карбидочень хрупок. Причина хрупкости карбида железа в том, что в отличие откристаллов почти чистого железа, построенных на металлической связи, котораяблагоприятствует движению дислокаций, он частично построен на ковалентныхсвязях, которые не обеспечивают заметной подвижности дислокаций вплотьдо температуры около 250° C. Поэтому в таком виде металл куется лишь в горячемсостоянии, при комнатной температуре он хрупок. Такое железо и попадало в руки первых кузнецов. Нагревая это железодо 800-900° C, они ковали его с громадным трудом. Вначале труд был ручным,затем начали использовать силу воды (“кузнечные пруды”!). Ковка имела дваследствия. Во-первых, она механически выдавливала большинство включенийи часть шлака и снижала содержание углерода в железе. Второе следствиезаключалось в следующем. Железо, нагретое до умеренных температур на воздухе,образует окисную пленку, обычно FeO. Нагретое и расплющенное ударами молотажелезо кузнец сгибал вдвое и снова начинал по нему бить. Пленка окислапопадала между слоями горячего слитка, контакт между слитком и пленкойпод ударами молота становился практически идеальным, в результате чегоначиналась реакцияFe3C+FeO > 4Fe + СО. Когда требовалось железо высшего качества, поочередное расплющиваниеи складывание вдвое повторялось многократно, порой тысячи раз. Вот почемуна мечах заметен изящный волнистый рисунок -это тонкие слои металла и следыударов молота. Если вся работа выполнялась надлежащим образом, то удалялсяпочти весь углерод. Такое кованое железо (его называют сварочным или ковочным)с небольшими примесями кремния, в целом полезными, содержало также прожилкишлака, тоже до некоторой степени полезные. Дело в том, что очищенное железобыло, вообще говоря, слишком мягким, и стекловидные волокна шлака несколькоограничивали его текучесть. Кроме того, сварочное железо обычно прекрасносопротивлялось коррозии. Частично это объясняется чистотой самого железа,но существует и другое объяснение. Многие полагают, что начальная пленкаржавчины удерживалась на поверхности с помощью шлаковых включений. Онане отлетала со временем и служила защитой от последующей коррозии. Сварочное железо прямо с наковальни было слишком мягким, чтобы делатьиз него оружие и инструмент, поэтому его нужно было сделать потверже, увеличивсодержание углерода; для этого достаточно было насытить углеродом поверхность.Почти этот же процесс находит широкое применение и до сих пор. Он называется“цементацией”. Мечи (или другое оружие) погружались в среду, содержащуюв основном углерод, а также некоторые секретные приправы сомнительной эффективности.Все это нагревалось в течение такого времени, которое необходимо, чтобыуглерод проник на глубину 0,5-1,0 мм. Поверхностное науглероживание резко повышает твердость, но еще лучшийрезультат дает последующая закалка быстрым охлаждением в жидкости. Механизмзакалки очень сложен. Коротко дело обстоит так. Горячая сталь состоит изаустенита, то есть из раствора углерода в такой модификации железа, котораянестабильна при комнатной температуре. Процесс распада аустенита с выделениемуглерода определяется особенностями охлаждения. При сравнительно медленномохлаждении получается перлит. Под микроскопом структура такой стали выглядитпереливчатой, отсюда и название - “перлит” значит жемчужный. Переливы даютчередующиеся полоски или слои чистого железа (феррит) и карбида железа(цементит). Сталь с такой регулярной структурой получается вязкой и довольнопрочной, но не особенно твердой. Если аустеинт охлаждать очень быстро,то в основном получится мартенсит -другой вариант железоуглеродистого кристалла,в котором положение атомов углерода среди атомов железа таково, что исключаетвозможность движения дислокаций, и кристалл получается крайне твердым.Обычно эустенит превращается в мартенсит с очень высокой скоростью (что-нибудьоколо 5 км/час), для получения большого количества мартенсита охлаждатьизделие нужно с наибольшей возможной скоростью. Закалку можно производить в воде, обычно так и делается; но исторически,вероятно, всегда отдавалось предпочтение разным биологическим жидкостям,например моче[47]. Оказывается, действительно такая практика имеет двапреимущества. Первое состоит в более быстром охлаждении металла. Когда горячийметалл попадает в воду, вокруг него образуется оболочка из пара, которая непозволяет жидкой воде касаться металла, что затрудняет передачу тепла. Если призакалке применяется моча, на поверхности металла при испарении воды образуетсяслой кристалликов. Это улучшает теплопередачу, поскольку паровая прослойкауменьшается. Более того, содержащиеся здесь соединения азота - мочевина иаммиак - разлагаются и азот проникает в железо, то есть происходит азотированиеповерхности, при этом образуются твердые игловидные кристаллы нитрида железаFe2N, а отдельные атомы азота внедряются в кристаллическую решетку железа,становясь так называемыми примесями внедрения, которые закрепляют дислокации.Правда, степень азотирования в процессе такой закалки очень невелика. Всовременной практике азотирование проводят путем выдержки изделия в течениедвух-трех дней в мочевине или аммиаке. Столь продолжительная выдержка делаетэту обработку довольно дорогой, поэтому ее применяют только в случаях крайнейнеобходимости[48]. Интересно заметить, что весь металлургический процесс состоит из ряда стадий,каждая из которых заходит дальше, чем нужно, и на каждой последующей стадииполученные результаты корректируются. Так, сначала получают чугун, которыйсодержит слишком много углерода, а потому слишком тверд. Потом удаляютпочти весь углерод и обнаруживают, что железо стало слишком мягким, и поэтомуснова в него следует добавить углерод. Если мы хотим получить твердый инструментили оружие, то полученная сталь должна быть закалена быстрым охлаждениемв жидкости. Закаленные стали (и цементованное железо) часто слишком хрупки,и требуется еще одна, на этот раз последняя, обработка - отпуск. В процессе отпуска закаленный металл нагревается до температур 220-450° Cи после этого охлаждается на воздухе. Отпуск делает сталь несколько мягче,в процессе отпуска часть мартенсита переходит в более мягкую и пластичнуюструктуру. С повышением температуры эффективность отпуска увеличивается.Между прочим, существует традиционный способ определения температуры отпускапо цвету окисной пленки на поверхности металла - по цветам побежалости.С ростом температуры цвет окисной пленки изменяется от желтого до коричневого,затем становится фиолетовым и, наконец, синим. Ясно, что простые углеродистыестали нельзя использовать при повышенных температурах, так как их свойствапри этом резко ухудшаются. Чугун Мы уже говорили о том, что вряд ли в первых домнах железо всегда проплавлялось,его извлекали из печи в виде грязноватого кома. Однако к середине V векадо н. э. (времена Перикла) греки уже научились плавить железо и даже выливалиего из печи в изложницы. В античной Греции чугун уже был известен, но из-засвоей хрупкости использовался он ограниченно и значительной роли вэкономике не играл. В дело шло преимущественно сварочное железо. С падением Римской империи упала и температура в печах и, по-видимому, вЗападной Европе чугун не делали вплоть до XIII века. Однако после изобретенияпороха положение изменилось. Правда, вначале стволы пушек ковали из сварочногожелеза и стягивали железными обручами подобно бочкам. Но росло умение, росли иобъемы печей. Пушки начали отливать. Первые литые стволы рвались почти так жечасто, как и стволы из кованых плит. Но литье обходилось намногодешевле[49]. Традиционные сорта чугуна не только очень хрупки, носодержат еще малые прослойки, прожилки, углерода в форме графита, которыедействуют как внутренние трещины. В результате чугун был непрочен и ненадеженпри растяжении. Именно поэтому он был малоподходящим материалом для пушечныхстволов, ведь ствол работает как сосуд давления. Однако примерно до 1860 годачугун продолжал оставаться единственным недорогим материалом, так как цены налатунь и бронзу были, как правило, слишком высокими. Чугунные стволыприходилось делать очень толстыми, поэтому пушки были чрезвычайно тяжелы.Например, пушка, стрелявшая 32-фунтовыми ядрами (основное вооружениеанглийского корабля “Виктория”, сражавшегося при Трафальгаре), весила около 4-5т. Таким образом, вес пушек составлял около 15% от водоизмещения боевогокорабля[50]. Было время, когда отливки получали непосредственно из домны. Сейчас этоне практикуется. Отчасти потому, что доменные печи стали намного больше,и разливать из них чугун в малые формочки было нерационально, а отчастипотому, что такой чугун обычно тверд, хрупок и непрочен. Сейчас почти весьчугун первоначально отливается в чушки. Часть этих чушек перерабатываетсяв сталь, часть переплавляется, при этом состав чугуна регулируют, чтобыполучить нужные свойства. В настоящее время ценой небольших ухищрений можнополучить достаточно вязкий чугун с довольно хорошей прочностью на разрыв.Ну а поскольку детали сложной формы, например, блоки цилиндров автомобильныхдвигателей) обычно дешевле получать путем отливки чугуна, чем штамповкойстали, то до сих пор ведутся работы по улучшению свойств чугуна. В Англии железо вначале получали из руды с помощью древесного угля.Но в первой половине XVIII века взамен древесного угля, ресурсы которогопостепенно скудели, научились использовать кокс. В Англии переход на коксбыл практически завершен примерно к 1780 году, в континентальной Европеэто произошло позже. К концу XVIII века англичане могли сравнительно легко делать большиеотливки, длиною до 20 м, и транспортировать их по воде. По современныммеркам у этих отливок была довольно низкая прочность на растяжение, поэтомуих можно было применять в конструкциях, работающих главным образом на сжатие.Например, в мостах. Здесь из чугуна можно было делать арки, подобные каменным.Каменные арки выкладывали из клинчатых камней, каждый такой камень нужнобыло вырезать из камня-заготовки, на что затрачивалось много ручного труда.Первые чугунные мосты делали из такой же формы литых полых элементов, которыеподгонялись один к другому, как и в каменной кладке. Знаменитый Железный мост, переброшенный через реку Северн у Колбрукав 1779 году, был как раз примерно такого типа. Это было первое большоежелезное сооружение. Его пролет несколько больше 30, общая длина 60, авысота 15 м. На него ушло 378,5 т чугуна, строили его три месяца. Стоилмост 6000 фунтов стерлингов и даже по ценам 1799 года был намного дешевлетакого же моста из любого другого материала. Железный мост получился удачным, но вместе с ним возникли и новые проблемы.Арочный мост, как и любая арка, давит на опору с силой, направленной наружу.В готических соборах эта сила компенсировалась контрфорсами, в мостах -кладкой и земляной насыпью. Нам как-то не приходит в голову, что чугунможно назвать легким материалом; а между тем в сравнении с камнем, которыйиспользовался для мостов до него, так оно и оказалось (с учетом прочности).В результате арка Железного моста обнаружила - по-видимому, впервые в историитехники - недостаток, противоположный обычным особенностям каменных ароки куполов: она оказалась слишком легкой, чтобы противостоять давлению земляныхнасыпей, которые, стремясь сползти в реку, давили на чугунную арку. Поэтомуобычные насыпи пришлось заменить чугунными вспомогательными арками. Наверное,здесь инженеры впервые почувствовали, к чему приводит попытка залить новоевино в старые бутыли. Пудлинговое железо После того как в доменных печах с механическим поддувом начали применятькокс, чугун стал сравнительно дешевым. Получали его теперь вполне достаточно.Но использование чугуна в таком виде ограничивалось его хрупкостью и низкойпрочностью на разрыв. Для большинства изделий требовалось более прочноеи вязкое сварочное железо, а поскольку ковка требовала больших затрат труда,такое железо оставалось дорогим и дефицитным материалом даже после появлениямолотов, приводимых в действие водой. И все же основным материалом промышленнойреволюции было железо, так называемое пудлинговое железо. Сталь с ее различнымисортами появилась в нужных количествах гораздо позже, и ее социально-экономическоевоздействие было менее важным. По-видимому, пудлингование (по крайней мере в его практических формах)было изобретено Генри Кортом (1740-1800), который запатентовал этот процессв 1784 году. Корт сконструировал работающую на каменном угле пламеннуюпечь. В мелкую ванну пудлинговой печи заваливали чугун, который, расплавляясь,окислялся кислородом газовой среды печи до образования двойного силиката.Последний стекал под слой шлака, оставшегося от предыдущей плавки, и окалины,специально заброшенной в печь. Для увеличения поверхности соприкосновенияметалла со шлаком прибегали к перемешиванию (пудлингованию) ванны длиннойжелезной клюшкой, по форме несколько напоминающей мотыгу. При перемешивании окись железа, содержащаяся в шлаке и окалине, реагировалас углеродом чугуна и образовывался угарный газ, который выходил на поверхностьв виде пузырей. Выход газа сопровождался “кипением” металла, при этом изпечи удалялась большая часть шлаков. С удалением углерода температура плавленияжелеза увеличивалась, а поскольку температура печи оставалась около 1400° C,железо начинало “успокаиваться” и затвердевало. Из полученного таким образомжелеза “накатывали” крицы весом около 50 кг каждая. Затем крицы одну задругой извлекали из печи. И хотя пудлингование было очень тяжелой работой,оно позволяло одному человеку выплавить около тонны железа в день, то естьпроизводительность труда при этом процессе была в 10-20 раз выше, чем припроизводстве сварочного железа. В то же время новый процесс требовал иопыта, и навыков. Так что после наполеоновских войн английские металлургидолго еще зарабатывали на этом в европейских странах. Вслед за пудлингованием нагретое железо пропускали через валки. За несколькопроходов здесь получались плиты или прутки. В процессе прокатки горячаяповерхность железа окислялась. Когда железо остывало, окалина отслаивалась,и ее отправляли обратно в печь. Таким образом, химически весь процесс былэквивалентен процессу получения сварочного железа в старые времена, ноон был значительно более производительным. В наше время пудлингование практическине применяется, так как даже механизированная пудлинговая печь может датьдо сотни тонн металла в день, а производительность бессемеровского конвертера,в котором воздух продувается через расплавленное железо, может доходитьдо 800 т стали в день. Да и спрос на железо сейчас невелик, потому чтосталь и дешевле, и прочнее его. Решение многих технических проблем зависит от того, какую прочностьи вязкость материала можно получить при заданных затратах. Всю промышленнуюреволюцию в целом следует рассматривать и оценивать на фоне постепеннопадавших цен на железо и малоуглеродистую сталь. Этот процесс очень яркоиллюстрируется историей железных дорог. Железные дороги начинались с деревянных шахтных рельсовых путей, которыеукладывались для того, чтобы облегчить перемещение вагонеток на коннойтяге. К концу XVIII века такие деревянные рельсы стали заменять чугунными,более долговечными и с меньшим трением качения для колес. Чугунные рельсыпозволили одной лошади тянуть по горизонтальному пути 4-5 груженых вагонеток.Для перевозки породы это считалось вполне удовлетворительным, и, можетбыть, вскоре дальнейших улучшении и не потребовалось бы, если бы в периоднаполеоновских войн резко не поднялись цены на корм для лошадей.Пришлось задуматься об использовании для привода вагонеток добываемогов тех же шахтах угля. На шахтах к тому времени уже интенсивно использовалисьпаровые машины для откачки и для привода лебедок, но эти слишком громоздкиеи тяжелые (по отношению к их мощности) стационарные машины низкого давления(0,2 ат) для транспортных целей совсем не годились. Изобретателем локомотива повышенного давления был Ричард Тревитик (1771-1833),гений, умерший в бедности. Стефенсоны в отличие от него оба жили и скончалисьв почете и богатстве. Первый локомотив с повышенным давлением (3,5 ат)Тревитик построил в 1804 году, второй - в 1805 году (рис. 55). Обе машиныбыли удачными, но обе оказались заброшенными. Корень зла был один - рельсы. Рис. 55. Локомотив Тревитика (1805 год). Локомотивы были дороги как в постройке, так и в эксплуатации. Стоимостьгодовой эксплуатации паровоза, включая амортизацию и т.д., оцениваласьпочти в 400 фунтов стерлингов. Несмотря на большую разницу цен на сенои уголь, это, конечно, намного превышало стоимость содержания одной лошади,хотя стоимость одной “лошадиной силы” паровой машины была меньше цены наживую лошадь. Локомотив мог быть экономичным лишь тогда, когда он либотянул свой груз быстрее, либо тянул больший груз. Но увеличить скоростьмешали работавшие на тех же линиях лошади, поэтому машина должна была потащитьбольше вагонеток. Как известно, получить достаточное сцепление между гладкими металлическимиколесами и рельсами, необходимое для того, чтобы тянуть любой заданныйгруз, не так уж трудно. Для этого на ведущие колеса должен приходитьсятакой вес, который не позволит им буксовать. Но именно тут и заключаласьтрудность. Прочность тогдашних чугунных рельсов была небольшой - они надежновыдерживали лишь вес бывшей тогда в ходу трехтонной вагонетки. Паровоз,который сам весил три тонны, естественно, не мог потянуть тридцать вагонетоктакого же веса. А более тяжелый паровоз не выдерживали рельсы, так чтолокомотивы Тревитика пришлось переделать для стационарного использования. После этого в истории развития железных дорог начинается период поисковтакого сцепления колес с полотном, которое не разрушало бы рельсы. Сложностьв том, что первые машины не имели рессор - не было достаточно прочной пружиннойстали. Следовательно каждый толчок давал перегрузку на рельсы. Паровозыстроили с восемью ведущими колесами, так что нагрузка распределялась междуними (рис. 56). Одним из наиболее популярных решений той же задачи былилитые рельсы с зубцами, которые сцеплялись с зубьями колес, как это делаетсяна современных горных дорогах (рис. 57). Эти сооружения имели много недостаткови никогда не работали нормально. Рис. 56. Локомотив, в котором нагрузка распределялась между восемьюсвязанными между собой колесами. Амортизация обеспечивалась только гибкимиспицами. Рис. 57. Паровоз Бленкинсопа. Джордж Стефенсон обошел отсутствие пружинной стали, снабдив свои машины“паровыми пружинами”: он подвесил оси на поршнях, плавающих в цилиндрах,заполненных острым паром - такая подвеска была очень похожа на подвеску,недавно примененную в автомобилях. Однако как только появились пружинныестали, Стефенсон отказался от таких подвесок из-за трудностей с уплотнениемпоршня. В 1821 году Дж. Биркеншоу запатентовал метод получения рельсов двутавровогосечения путем прокатки пудлингового железа. Одним из первых эти рельсыприменил Стефенсон, который занимался тогда строительством железнодорожнойлинии Стоктон-Дарлингтон. В паровозе Стефенсона “Ракета” (1829 год) паклевуюнабивку заменили поршневые кольца. Стоимость тонны железных рельсов Биркеншоу была примерно вдвое вышестоимости чугунных. Однако эффективная стоимость на милю пути оказываласьпример- но такой же, потому что железные рельсы были прочнее, что позволялоделать их более легкими. Длина каждого рельса была 4,5 м. (Напомним, чтодлина кованых прутков, сделанных в Акрагасе в 470 году до н.э., была такойже.) Некоторое время спустя в Америке ту же проблему решали уже иначе. Правда,американцы, по-видимому, вернулись к системе, использовавшейся на шотландскихшахтных линиях что-нибудь в 1785 году. Так, на массивный деревянный рельсони укладывали сверху тонкую полоску сварочного железа. Пути получалисьдовольно хорошими, но из-за того, что полосы железа крепились к деревугвоздями и костылями, такие крепления, ослабевая, время от времени выходилииз строя. В этом случае конец полосы под тяжестью вагонов нередко завивалсявверх, пробивая при этом пол идущего над ним вагона (порой с роковыми последствиямидля сидящих там пассажиров). Позже такого типа пути были реконструированы. Комбинированные рельсызаменили обычными железными. Но в Америке еще очень долго они были болеелегкими, чем в Европе, и опирались на очень часто уложенные шпалы. Этоотражало соотношение цен на древесину и железо в Америке. Примерно к 1860 году появилась дешевая сталь, но, чтобы вытеснить пудлинговоежелезо, потребовалось почти тридцать лет. В 1883 году примерно 70% доменногочугуна, произведенного в Великобритании, переделывалось на пудлинговоежелезо, вряд ли на сталь шло более 10%. К 90-м годам сталь и железо, еслиможно так сказать, поменялись местами. Железо так долго не сходило со сцены,надо думать, потому, что, будучи слабее, а иногда дороже стали, оно небез оснований считалось более надежным. Первый сенсационный успех новой бессемеровской стали связан с прорывомблокады северян во время гражданской войны в Америке. Стальные пароходыюжан (а среди них и знаменитый “Банши”) были построены в начале 60-х годов.Имея скорость около 20-22 узлов, они с почти пренебрежительной легкостьюотрывались от флота северян, самые быстроходные суда которых развивалискорость не более 15 узлов. Некоторые из этих стальных пароходов закончилисвою службу сравнительно недавно. Но хотя применение стали давало оченьбольшую экономию в весе судов, нередко бывали и катастрофы, поэтому неслучайно Британское адмиралтейство не использовало сталь в судовых корпусахпримерно до 1880 года. Первым примером использования стали в действительно больших и ответственныхконструкциях следует считать, по-видимому, железнодорожный мост через рекуФорт в Шотландии, построенный из мартеновской стали в 1889 году. Сталеварение Производство стали, особенно современной, - дело весьма сложное. Мырасскажем о нем лишь весьма кратко. Углеродистыми сталями мы называем сплавыжелеза с углеродом, содержащие до 2% углерода. Кроме углерода, в сталиможет быть немного шлаковых включений, а также контролируемые добавки другихэлементов (например, кремния и марганца). Традиционное сварочное железо,как вы уже знаете, почти не содержало углерода, но имело значительные шлаковыевключения, в небольшом количестве входили в него и другие элементы. Какмы уже говорили, самая большая трудность первых железоделателей состоялав том, что, удаляя углерод из чугуна, они повышали точку плавления егопримерно с 1150 до 1500° C, то есть за'пределы возможностей их печей. Поэтомунельзя было удалить шлак, а чтобы получить нужную прочность и твердость,следовало вернуть в железо часть углерода; это можно было сделать, насыщаяуглеродом горячую, но уже твердую поверхность железа кузнечными методами. Однако со временем температуру печей удалось несколько поднять, и примернов 1740 году Бенджамин Хант научился плавить сварочное железо с небольшойдобавкой углерода в установленных в печах глиняных тиглях. Ему удавалосьпроплавлять до 40 кг металла. При этом шлак, будучи более легким, всплывална поверхность и его удаляли. Оставалось железо с небольшим количествомуглерода и с прежними включениями. Содержание углерода можно было подогнать,так чтобы получить желаемую прочность и твердость, а свободную от шлакасталь вылить в изложницу. Тигельная сталь была дорогой, отчасти потому, что исходным сырьем длянее служило довольно дорогое сварочное железо. Кроме того, качество еебыло не всегда одинаковым, потому что никакие примеси, кроме шлака, неудалялись и не контролировались. Но даже и в таком виде тигельная стальобычно была и дешевле, и лучше большинства “сталей”, из которых кузнецыковали мечи, из нее делали высококачественный инструмент. Если инструмент и оружие из прежних сталей имели дьявольски твердуюповерхность и мягкую сердцевину, то из тигельной стали получались “насквозь”прочные изделия. Однако в некоторых случаях и эта сталь подвергалась науглероживанию(цементации), с тем чтобы уменьшить износ режущего лезвия. Так делаетсяиногда и до сих пор. Правда, никто сейчас не получает обычную углеродистуюсталь в тиглях, разве что делают это в экспериментальных целях или привыплавке дорогих легированных сталей в небольших количествах. Бессемеровская сталь Вплоть до середины XIX века тигельная плавка была единственным способомполучения стали, для больших конструкций использовались лишь чугун и сварочноежелезо. Начало широкого промышленного производства стали связано с именамиГенри Бессемера (1813-1898) и Роберта Мюшета (1811-1891). Бессемер былплодовитым изобретателем. Чутье бизнесмена позволило ему успешно запуститьв дело несколько изобретений, в том числе способ изготовления “золотой”краски и уплотнения графита для изготовления карандашей. Получением сталион заинтересовался после истории с непрочными стволами чугунных пушек вовремя Крымской войны. Поставив несколько опытов, Бессемер пришел к совершенно новой идее -удалять избыток углерода и других включений, продувая воздух через расплавленныйчугун. В 1855 году он запатентовал этот способ. Вначале качество получаемойБессемером стали было очень плохим, так как она содержала избыток окислови серы. Но в 1856 году Мюшет получил патенты на очень сходный с бессемеровскимпроцесс, отличие которого состояло в том, что содержание включений, невыжигаемых полностью потоком воздуха, регулировалось добавкой так называемогозеркального чугуна, содержащего марганец. Именно добавка марганца в концепродувки обеспечила успех бессемеровского процесса. Весь процесс ведется в устройстве, называемом конвертером, который представляетсобой тигель грушевидной формы, установленный на цапфах так, что его можнонаклонять. Конвертер не имеет наружных источников тепла. Воздух продуваетсячерез отверстия в его дне. Чтобы запустить конвертер, его наклоняют и через горловину заливаютв него расплавленный чугун (от 5 до 30 т железа, содержащего около 4,3%углерода и небольшие добавки кремния и марганца при температуре около 1200° C).Наполненный конвертер остается лежать на боку, при этом его содержимоерасполагается так, что не блокирует донных отверстий, в которые под давлениемподается воздух. Затем конвертер поворачивается в свое рабочее вертикальноеположение - в этом положении воздух должен “пробулькивать” через расплавленноежелезо. Вначале он окисляет содержащиеся в расплаве марганец и кремний.Образующийся шлак всплывает на поверхность. По традиции процесс контролируетсянаблюдением за цветом и характером пламени, вырывающегося из горловиныконвертера. На этой стадии оно короткое и красновато-коричневое. Через несколько минут марганец и кремний полностью окислены, доходиточередь до углерода. Цвет пламени изменяется до слегка желтоватого, языкиего становятся длиннее и беспокойнее. Наконец, весь углерод удален, пламяспадает, и продувка выключается. В период продувки сжигание углерода, марганцаи кремния, которые все вместе составляют до 6% плавки, дает очень многотепла. Его с избытком хватает для того, чтобы поднимать температуру в конвертереи поддерживать ее выше точки плавления, возрастающей в процессе выгоранияуглерода, приходится даже добавлять железный лом, чтобы немного охладитьрасплав, иначе повреждается огнеупорная футеровка конвертера. К концу продувки получается почти чистое железо. Обычно в него требуетсядобавить немного углерода и марганца, иногда - кремния. Для этого используетсятвердый углерод в том или ином виде и зеркальный чугун, который имеет высокоесодержание названных элементов. Марганец нужен в стали сам по себе каклегирующий элемент, а кроме того, он регулирует содержание серы котораяне удаляется бессемеровским процессом. Сера доставляет много забот сталеварам. Она не окисляется до SO2,как можно было бы ожидать а образует сульфид железа FeS, который имеетту особенность, что растворяется в жидком железе и не растворяется - втвердом. Поэтому сульфид железа выделяется на границах зерен при охлаждениистали и ослабляет сталь (см. главу 3). Добавка марганца превращает FeSв MnS, который нерастворим в жидкой стали и поэтому переходит в шлак. Марганецснижает также растворимость кислорода в стали, что опять-таки полезно,поскольку кислород стремится осесть на границах зерен. На конференции сталеваров в 1856 году Бессемер описал свой процесс вдокладе “О производстве ковкого железа и стали без топлива”. Энтузиазмаудитории и авторитет Бессемера были таковы, что немедленно было собранопо подписке в счет патентного вознаграждения 27 тысяч фунтов стерлингов,после чего участники собрания разъехались по домам и принялись за устройствосвоих конвертеров. Но случилось так, что никто из них не смог получить сколько-нибудь удовлетворительнойстали: бессемеровский процесс был очень чувствительным к сорту чугуна и,кроме того, требовал некоторых навыков. Не удивительно, что репутация Бессемеразначительно пострадала. Тогда он построил полноразмерную действующую модельсвоего конвертера у себя в лаборатории на Сент-Панкрас и стал демонстрироватьпроцесс сталеварения тем, кто купил у него лицензии. Но при этом он нестолько стремился “обменяться опытом”, сколько старался показать некомпетентностьслушателей и зрителей. Поэтому антпбессемеровские настроения росли, и новыйспособ получения стали никто не хотел внедрять. В конце концов в 1850 годуБессемер построил собственный сталелитейный завод в Шеффилде, его стальпользовалась большим спросом. Особенно покупали ее французское и прусскоеправительства для производства пушек. Явный успех бессемеровской стализаставил металлургов всего мира покупать у него лицензии. Часть доходов Бессемера пошла на строительство парохода “Бессемер”,который должен был курсировать через Ламанш. Его большой роскошный салонпервого класса был подвешен, подобно конвертеру, на цапфах. Предполагалось,что он будет всегда сохранять одно и то же положение относительно уровняморя. Бороться с морской болезнью пассажирам должен был помогать свежийвоздух, в изобилии подававшийся в салон с помощью прихотливой системы труб,заделанных в пол. Однако на практике оказалось, что даже при весьма спокойномморе салон раскачивался совершенно угрожающе. Едва судно вышло в свой первыйрейс, как раздались истошные крики пассажиров. Салон “Бессемера” сохранилсяи до наших дней, но в качестве… оранжереи в каком-то саду неподалекуот Дувра. В настоящее время сталь, полученная прямым бессемеровским путем, составляетлишь около 10% общего производства стали, но непрерывно развиваются модернизированныеи более сложные варианты бессемеровского процесса. В процессе Калдо, например,конвертер продувается не воздухом, а кислородом; добавочное тепло, получающеесяпри этом, используется как для плавки флюса, изгоняющего из стали серу,так и для переплавки лома. Однако большой износ огнеупоров и стоимостькислорода могут свести на нет преимущества этого процесса. Мартеновская сталь Можно сказать, что бессемеровский процесс погубил сам себя. Дело в том,что он сделал сталь обычным и дешевым материалом. Столь же обычным и стольже дешевым стал и стальной лом. Наличие лома оказало важное влияние навсю экономику сталеварения. Это и понятно, ведь в настоящее время околополовины выплавляемой стали возвращается на металлургический завод в виделома. Бессемеровский процесс, однако, в своей традиционной форме в основномперерабатывает в сталь доменный чугун. В нем используются лишь небольшиеколичества лома для поглощения избытка тепла. В мартеновском процессе большую часть шихты составляет стальной лом,его преимущества в том, что он дешев и из него уже удалены излишки углеродаи других примесей. Кроме того, он содержит полезную в данном случае ржавчину.А бессемеровский конвертер не мог перерабатывать много лома, так как этопотребовало бы больше тепла, чем получается при продувке. В 1856 году братья Фредерик Сименс (1826-1904) и Чарльз Вильям Сименс(1823-1883), подобно Бессемеру наделенные изобретательским талантом и духомпредприимчивости, разработали регенеративную печь. В этой печи вход и выходпопеременно меняются ролями, они имеют форму извилистого лабиринта и насадкииз огнеупорного кирпича. Дым из печи проходит по одной из насадок, отдаваякирпичу значительную часть своего тепла. Благодаря тому что газ подаетсяв печь поочередно то через одну, то через другую насадку, он всегда проходитмежду нагретыми кирпичами, забирая с собою в печь часть тепла отработанныхгазов. Обычно эти печи топятся газом, и их конструкция позволяет поднятьрабочую температуру до того предела, который может выдержать огнеупор.На практике она оказывается несколько выше 1500° C, что достаточно для плавкичистого железа. Вначале использование печи Симменсов в сталеварении рассматривалосьлишь как удобный и экономичный способ плавки тигельной стали. Но позжеСимменсы применили регенеративный принцип к традиционному методу пудлингованияи получали сталь, расплавляя чугун с железной рудой. В 1864 году Пьер Мартенпредложил вводить в состав шихты большое количество лома. Мартеновская печь загружается примерно равными количествами стальноголома и чугуна, некоторым количеством железной руды (например, Fe2O3)и флюса (обычно известняка). При нагревании все расплавляется, и железнаяруда удаляет содержащийся в чугуне углерод. Флюс переводит в шлак не тольконежелезные окислы руды, но также и содержащуюся в стали серу. Поэтому добавкамарганца может оказаться ненужной. Одним из преимуществ мартеновского способаявляется возможность точнее следить за составом стали. В настоящее времяв мартеновских печах получают около 85% рядовых углеродистых сталей. Для еще более точного управления составом и чистотой стали применяютэлектрические печи. В таких печах выплавляется сравнительно небольшое количествоочень важных высококачественных сталей. Глава 10 Материалы будущего, или как ошибаться в догадках
Наука о материалах - изучение материала как целого, а не отдельных егофизических, химических и технических свойств - довольно молода. Она прочностала на ноги лишь совсем недавно. Но, несмотря на молодость, новая наукадостигла известных успехов, и, я думаю, будет справедливым сказать, чтосегодня мы значительно лучше, чем всего лишь несколько лет назад, понимаеммеханическое поведение твердых тел. Быть может, это произошло потому, чтомы располагали уже большим количеством сырых необработанных наблюдений.Немало было накоплено физических и химических знаний и инженерного опыта,правда, в разрозненном виде. Собрать все это воедино, заставить одно объяснитьи подтвердить другое - для этого потребовалось не так уж много новых экспериментови свежих идей, стоило лишь достаточному числу людей серьезно заняться проблемой.Как это часто бывает, главная трудность состояла в том, чтобы осознатьсамо существование проблемы. Естественно, первым делом нужно было понять наблюдаемые явления - почемутвердые тела вообще и широко используемые материалы в частности имеют теили иные свойства. Можно сказать, что с этим вопросом сейчас в основномпокончено, хотя довольно много белых пятен все еще остается. Проблема,которая теперь возникла перед материаловедами, заключается в том, как использоватьэти знания. Возможности здесь не беспредельны. Результаты предыдущих исследованийкак раз и убеждают нас в том, что значительная часть наших желаний простоневыполнима. Те же исследования показали, что некоторые пути улучшенийбыли уже не только нащупаны, но и почти исчерпаны чисто эмпирическими методамиеще до того, как они раскрылись перед учеными. Некоторые наши познаниягодны лишь на то, чтобы подсказать инженерам, чего они должны избегать- например, какого рода концентрация напряжений опасна. Однако пытливые исследователи стремятся найти в материаловедении какие-нибудьрадикальные пути - существенно изменить старые или изобрести новые и, бытьможет, лучшие материалы. Положение дел в сегодняшней науке таково, чтосделать выбор среди множества возможных направлений работ очень нелегко.Как мы увидим, такой выбор рано или поздно может вызвать далеко идущиепоследствия за стенами лаборатории. Прежде чем начать разговор о новых материалах, мы должны спросить себя:“Что в действительности мы разумеем под словами лучшие материалы? Лучшие- в чем?” Ответ здесь далеко не очевиден, а сам вопрос вполне может быть центральнымв современной науке о материалах. Технические проблемы, о которых мы поведемразговор, сами по себе очень трудны, но вопрос о целенаправленных измененияхматериалов нельзя считать чисто техническим. Если мы интересуемся, а ядумаю, мы должны интересоваться, возможностями получения новых или изменениястарых материалов, мы должны учитывать социальные и экономические аспектыих производства. В конце концов техника призвана всего лишь обслуживатьсоциальные и экономические потребности. О доминирующей роли материаловв обществе говорят названия исторических эпох - “каменный век”, “бронзовыйвек” и т.д. Чрезвычайно сложные переплетения технического, социального и экономическогоаспектов еще более затрудняют всю проблему в целом. Правда, предпринимательтвердо знает, что ему нужно: ему нужны дешевые материалы. Материаловедызначительную часть усилий вынуждены направлять на то, чтобы снизить стоимостьпроизводства материалов. Конечно, есть неоправданно дорогие материалы,их можно и должно делать подешевле. Однако это мое личное мнение, я недумаю, что то же самое справедливо для таких ходовых конструкционных материалов,как, например, сталь. Сталь сейчас очень дешева, и оставшиеся для нее резервыэкономии, которые могут быть реализованы в будущем, не оправдывают затрачиваемыхсегодня громадных научных усилий, особенно при нынешнем дефиците научно-техническихкадров. Если даже большое снижение стоимости конструкционных материалов былобы технически достижимым в недалеком будущем, то кто бы от этого выиграл?Прежде всего в большинстве изделий стоимость материала составляет малуюдолю стоимости готового изделия. Поэтому, даже если бы материал стал бесплатным,выигрыш потребителя по сравнению с другими изменениями, которые могли бывслед за. этим последовать, оказался бы невелик. Далее, сама дешевизна материала в действительности может иметь отрицательноевлияние и на проект, и на характеристики готового изделия. Когда материалчересчур дешев, у конструктора нет стимула его экономить, а это может повлечьза собой не только утяжеление конструкций (которые, например, из-за этогобудут впустую тратить горючее, повреждать дороги и т.п.), но и снижениепрофессионального уровня инженеров. Часто причиной плохого, тяжелого, неуклюжегопроекта служит стремление снизить стоимость обработки, но, думается, поройэто связано еще и с желанием конструктора уберечь себя от лишних размышлений.Экономисты утверждают, что существует оптимальное соотношение между стоимостьюземли и труда, которое стимулирует развитие, и мне представляется, чтоте же соображения применимы к ценам на материалы. Есть и еще одна важная сторона вопроса о ценах. Стоимость различныхпроцессов обработки, материала часто во много раз выше стоимости исходногоматериала, но конечно же, стоимость обработки зависит не от цены, а отхарактеристик материала. Например, дешевле будет купить пластик по 8 шиллинговза килограмм и затем затратить еще 2 шиллинга на формовку его для полученияконечного продукта, чем покупать сталь по 1 шиллингу за килограмм и тратитьпотом 25 шиллингов на штамповку, механическую обработку и доводку изделия.В этом корень коммерческого успеха пластиков, которые всегда были относительнодорогим исходным материалом. Новые материалы должны обеспечить экономию именно на процессах обработки,производства и доводки готовых изделии. С внедрением пластмасс наметилась четкая тенденция к уменьшению сложностии стоимости изготовления изделии. Большинство легко формуемых пластмассдовольно непрочны и нежестки, но принципы их обработки, очевидно, могутбыть распространены на более прочные и жесткие вещества. Многие дешевыепроцессы формовки в настоящее время требуют значительных затрат на станкип штампы, но опять-таки я не уверен, что такое положение дел сохранитсянавсегда. Можно дать лишь некоторые очень общие наметки того большого влияния,которое могут оказать принципиальные изменения материалов на общественнуюжизнь. Следствия здесь столь сложны, что были бы слишком опасными попыткивыступить в роли пророка, предсказывающего в деталях возможный ход событий.Но я убежден, что мы должны быть достаточно мудры, чтобы не отвергать слегкостью возможность новой технической революции. Моя работа отчасти связана с тем, чтобы выяснить, чего же на самом делехотят (или думают, что хотят) люди от новых материалов. Меня угнетают здесьуж очень малые запросы в отношении долговечности материалов. Считается,что, если машины будут служить бесконечно долго, это может привести к техническойи экономической закостенелости. Но я не думаю, что, если так называемаяпотребительская долговечность изделий будет продолжена, все будут роптать(исключая коммерсантов). В конце концов 20%-ное увеличение срока службыизделия более или менее эквивалентно 20%-ному повышению производительности. Не сомневаюсь, сколько приложений имеют материалы, столько существуети определений “лучшего” материала. В то же время, если спросить несколькихконструкторов одного и того же изделия, какое именно качество используемогоматериала не позволяет им проектировать и делать лучшие изделия, ответыбудут самыми разными, часто противоречивыми. Один и тот же конструкторчерез неделю может дать уже совсем другой ответ. Видимо, эти диалоги неподнимутся до уровня сократовых. Все это на первый взгляд кажется удивительным, но, я думаю, найдет объяснениепримерно в следующем. Вопреки обычным представлениям не материал выбираетсядля изделия, а скорее наоборот - изделие проектируется в расчете на материал.Следовательно, любое существенное изменение материала может повлечь полноепереосмысливание изделия. В этом и кроется возможное объяснение того, вчем заключаются трудности конструктора, полагающегося только на интуицию.Основываясь на собственном опыте проектирования, я думаю, что обычно приходитсявыбирать какой-то удобный материал, а затем конструировать изделие с учетомего качеств и возможностей, которые он предоставляет. Свойства материалав значительной степени видятся как нечто неделимо связанное, и мысли обизменении отдельных этих свойств даже не возникает. Так или иначе, но конструктор почти не направляет материаловеда в егоработе. Больше того, даже подсказки конструктора материаловед обычно игнорирует.Я думаю, что причина здесь в том, что инженеру трудно оценить, сколь сложнаразработка совершенно нового материала. Ведь она требует по крайней мерепятилетнего труда и стоит больших средств. К тому времени, как материаловедчто-то сделает, вполне возможно, что инженер уже многое передумает. Следовательно,обычно материаловед должен подходить к разработке нового материала, полагаясьлишь на собственные познания и опыт. Однако картина в целом не так уж беспросветна. Прежде всего область примененияновых материалов ограничена их высокой первоначальной ценой и высокойстоимостью исследований. Позволить себе роскошь использовать такие материалыобычно могут лишь те, кто делает изделия для военных целей иавиации[52]. Стоимость разработки экзотических материалов может быть очень высокой,но порой такие материалы могут сберечь не только большие средства, но ижизни. И потом- вспомним историю. Сталь была получена как дорогой материалдля мечей; алюминий пошел в ход для кавалерийских касок, когда килограммего стоил 150 фунтов стерлингов; полиэтилен был разработан как дорогойматериал для использования в локаторах. Потенциальное воздействие новых, необычных для сегодняшнего времениматериалов иллюстрируется некоторыми цифрами, приведенными ниже (табл. 1). Этицифры показывают изменение веса самолета и полезной нагрузки свнедрением новых материалов, появление которых можно предвидеть. Они относятсяк дозвуковым самолетам трансатлантических линий. Следовательно, полезнаянагрузка самолета может увеличиться втрое, равно как втрое может, вероятно,уменьшиться и цена билета. Таблица 1. Доля в общем весе самолета, % Горючее / Двигатели / Планер / Полезная нагрузка “Боинг-707” / 47 / 9 / 33 / 11 Проектируемый самолет / 40 / 4 / 23 / 33 Ясно, что подобное приложение новых материалов стоит внимания, поэтомуоно является сегодня целью многих материаловедческих исследований. Какимже путем можно достичь нужных результатов? Какого сорта материалы необходимы? Практически мы не в силах сколько-нибудь заметно повлиять на свойстваприродной древесины. Но, может быть, мы способны изменить свойства металла,например алюминия, или заменить его другим металлом, получше? На первыйвзгляд кажется, что стоит лишь увеличить прочность нашего металла - и всепроблемы решены: ведь в конце концов самолеты проектируются так, чтобызапасы прочности были бы по возможности меньше, лишь бы обеспечить надежность.Следовательно, если бы материалы были прочнее, части самолета можно былобы делать более тонкими, а потому и более легкими. До известной степениэто верно, но только до известной степени. Следует помнить, что, хотя мы и можем значительно изменять прочностьи вязкость твердых тел, их жесткость не поддается нашему контролю. МодульЮнга зависит исключительно от химической природы твердого тела, и как сданным веществом ни возись, модуль упругости его не изменить. Если намнужен другой модуль, мы должны взять другое вещество. Следовательно, еслимы увеличиваем прочность какого-либо тела, например металла, то делаемэто путем увеличения предельной упругой деформации. Поэтому, чтобы использоватьболее высокую прочность, мы должны работать при больших деформациях. Этоозначает, что перемещения в конструкции возрастут, и, если мы резко повысимнапряжения с целью экономии веса, мы получим намного большие перемещения.Последствия такого рода усовершенствований видны на рис. 5; ясно, что такиеформы крыла недопустимы. Многие элементы конструкции самолета находятся в состоянии сжатия. Более того,сжатые элементы обычно имеют вид стержней и пластинок, тонких в сравнении с ихдлиною. А как уже говорилось в главе 1, элементы такого рода теряют несущуюспособность не потому, что они разлетаются на куски, а вследствие упругоговыпучивания, связанного не с недостатком прочности, а с пониженной жесткостью.Это явление называется эйлеровой потерей устойчивости. Кроме того, некоторые элементы самолетной конструкции выходят из строяне под нагрузкой, постоянно действующей в одном направлении, а вследствиетак называемого флаттера. Это означает, что в определенных условиях обшивкаведет себя в потоке воздуха подобно полощущемуся на ветру флагу. Боротьсяс флаттером следует путем увеличения жесткости, а не прочности. Получается так, что, когда мы начинаем увеличивать прочность материала,то есть вытаскивать нос, хвост оказывается увязшим - слишком мал модульЮнга. Следовательно, увеличить модуль упругости столь же важно, как и увеличитьпрочность. Далее, когда мы имеем дело с конструкциями минимального веса - например,с самолетом, - нас интересуют не столько абсолютные свойства материалов,сколько их удельные свойства; мы должны знать, сколько прочности и жесткостиприходится на единицу веса. Удельные величины получаются делением абсолютныхвеличин на удельный вес или плотность материала. С этой точки зрения полезновзглянуть на модули Юнга обычных технических материалов, которые приведеныв табл. 2. Таблица 2 Материал / Удельный вес ?, г/см3 / E, кГ/см2 x 10-4 / Е/? условные единицы Молибден / 10,5 / 3,0 / 2,9 Железо / 7,8 / 2,1 / 2,83 Титан / 4,5 / 1,2 / 2,7 Алюминий / 2,7 / 0,75 / 2,8 Кварц и обычное стекло / 2,5 / 0,70 / 2,8 Магний / 1,7 / 0,45 / 2,7 Древесина (ель, параллельно волокну) / 0,5 / 0,135 / 2,7 Из таблицы видно, что удельный модуль упругости E/?всех этих материалов практически одинаков. Вероятно, в этом нет какого-либоглубокого философского смысла, совпадение здесь - дело случая. Но так илииначе, а сам по себе факт совпадения удельных модулей ставит инженерови материаловедов в весьма затруднительное положение. Ведь как бы мы нистарались улучшить прочность принятых материалов, мы оказываемся привязаннымик одному и тому же удельному модулю. Это означает, что, если мы хотим достичьпоставленных целей, мы должны отказаться от всех ходовых материалов, вобращении с которыми накоплен большой опыт. Что же остается делать? Что это за вещества, которые имеют более высокиемодули? Оказывается, таких веществ не так уж много, но все же они есть.Лучшие из них приведены в табл. 3. Таблица 3 Вещество / Удельный вес ?, г/см3 / E, кГ/см2 x 10-4 / Е/? усл. единицы / Темп. плавл., °C Нитрид алюминия / 3,3 / 3,5 / 10,6 / 2450 Окись алюминия / 4,0 / 3,9 / 9,8 / 2020 Бор / 2,3 / 4,2 / 18,0 / 2300 Окись бериллия / 3,0 / 3,5 / 11,6 / 2530 Бериллий / 1,8 / 3,1 / 17,2 / 1350 Углерод, усы / 2,3 / 7,7 / 33,5 / 3500 Окись магния / 3,6 / 2,9 / 8,0 / 2800 Кремний / 2,4 / 1,6 / 6,7 / 1400 Карбид кремния / 3,2 / 5,6 / 17,5 / 2600 Нитрид кремния / 3,2 / 3,9 / 12,2 / 1900 Нитрид титана. / 5,4 / 3,5 / 6,5 / 2950 Эта таблица в некотором смысле обнадеживает; она показывает, что естьв природе твердые тела, у которых удельный модуль Юнга больше, чем у традиционныхтехнических материалов, грубо говоря, в десять раз. По-видимому, эти материалыоткрывают захватывающие перспективы. В то же время их список обескураживает.Все эти материалы в нормальных условиях весьма непрочны и хрупки, получатьих можно обычно только при очень высоких температурах, некоторые из нихтоксичны. Единственным металлом в этом списке является бериллий. Тот самый бериллий,который в опасной степени токсичен. Предположим на время, что нам удаетсяпобороть его токсичность, но сможем ли мы сделать бериллий прочным и вязким?По-видимому, в некоторых случаях бериллий может быть довольно прочным,предел прочности его может достигать 80-160 кГ/мм2.Но сделать его достаточно вязким очень и очень трудно. Причина этого главнымобразом в том, что при нормальных температурах дислокации в кристалле бериллияподвижны только в четырех плоскостях, в то же время, как мы видели в главе 8,кристалл должен иметь пять плоскостей скольжения, чтобы сопротивлятьсятрещинам, бегущим в любой его плоскости. Несмотря на упорные попытки ученыхзаставить бериллий вести себя, как подобает “настоящему” металлу, заметныхдостижений в этой области нет. По-видимому, препятствия на этом пути связаныс особенностями кристаллической структуры этого металла. Остается подойтик проблеме по-иному. Может быть, можно уменьшить хрупкость бериллия, добавивв него немного волокон, как в случае льда и древесной пульпы (глава 8). Еслитакой эксперимент оказался бы успешным, можно было бы, я думаю,придумать какую-нибудь защиту от токсической опасности. Но тогда выплылобы очередное препятствие: бериллий дорог, и с этим, кажется, ничего неподелаешь (отчасти из-за предосторожностей, необходимых при работе с ним).Остается только уповать на то, что последующий ход событий что-то из сказанногоопровергнет. Если нам не удается приручить бериллий, что бы мы могли предпринятьеще? Ясно, что можно бы взяться за один из керамических материалов, приведенныхв табл. 3. Из всех них только в окиси магния дислокации подвижны при комнатнойтемпературе. И действительно, в лабораторных опытах можно получить оченьправдоподобную имитацию пластичного поведения на достаточно чистых кристаллахокиси магния. На практике, однако, эта пластичность не заслуживает доверия:такие кристаллы рассыпаются под ударными нагрузками. Причина все та же- недостаточное число плоскостей скольжения. Дж. Форти удалось придать пластичность куску хлористого натрия (повареннаясоль). Для этого он добавил в поваренную соль золото (процесс диффузиишел в тщательно контролируемых условиях), атомы золота расположились нарешающих позициях в кристалле и обеспечили движение дислокаций в нужныхнаправлениях. Не исключено, что идея Форти поможет превратить окись магнияв полезный материал. Что бы мы ни предпринимали для управления подвижностью дислокаций втех кристаллах, где они при нормальных условиях не очень подвижны, всегдаостается общая трудность - вопрос чистоты кристалла. Обычно такие кристаллыдолжны быть очень тщательно очищены от -примесей, чтобы обеспечить движениедислокаций. Если какие-либо примеси и допустимы, то их содержание должнобыть строго ограничено. Вполне возможно, что такая чистота не только дорогообойдется в процессе производства, но и во время службы материала ее будеточень трудно поддерживать. Многие кристаллы впитывают в себя чужеродныеатомы (особенно атомы газов) намного охотнее, чем принято думать. Этотпроцесс может понемногу идти уже при комнатной температуре, но он особенноускоряется с нагревом материала. Поскольку многие ответственные деталиэксплуатируются при повышенных температурах, есть опасность охрупчиванияматериала в работе. Достаточно совсем небольшого количества включений,чтобы задержать дислокации, которые и без того двигаются не так-то легко. Лично я не считаю, что попытки заставить экзотические материалы вестисебя подобно металлам очень уж многообещающи. Допустим, все это верно. Что же нам тогда делать? По-моему, чтобы ответитьна этот вопрос, надо забыть нашу приверженность (даже больше, чем приверженность)к металлам и обратиться к материалам вроде древесины или армированных пластиков.В этом случае придется оставить попытки повысить пластичность за счет увеличенияподвижности дислокаций и обратиться к волокнистым материалам, в которыхвнутренние поверхности могут тормозить развитие трещин. Конечно, если мырешим связать волокна между собой с помощью пластичного металла, то получимкакой-то выигрыш и от его пластичности, но опыт показывает, что этот вкладможет быть и незначительным. Какие вещества следует нам выбирать для волокон? С точки зрения дислокационнойподвижности мы должны требовать всего или ничего. Если дислокации по-настоящемуподвижны, мы можем получить обычный пластичный материал, и нам нет смысласвязываться с волокнами. Но если уж мы принялись за волокна, то нам нужноисключить какое бы то ни было движение дислокаций. Пользы от такого движенияне будет никакой, а вреда может быть много - оно разупрочнит волокна. Поэтомубериллий и окись магния здесь не подойдут. Большинство остальных веществ, приведенных в табл 3 имеют направленныековалентные связи, при нормальных температурах дислокации в них остаютсянеподвижными. Как раз это-то нам и нужно. Но почти во всех других отношенияхэти вещества представляют собой, мягко выражаясь, крепкий орешек для материаловедов.Их получение связано, вообще говоря, со значительными трудностями и возможнолишь при высоких температурах. Даже если они сами по себе и нетоксичны,то содержат одну, две или более добавок, которые могут сделать их токсичными.Наконец, некоторые из соединений, которые необходимы при получении этихвеществ, почти наверняка будут разрушать стенки технологических аппаратов. В главе 3 подчеркивалось, что задачатеории прочности не столько в том, чтобы объяснить, почему материалы прочны,сколько в выяснении причин их разрушения. Все тела прочны “от природы”,если они не ослаблены дефектами; но дело в том, что дефекты почти всегдаприсущи твердым телам. Напомним, что в случае хрупких тел, в которых дислокациинеподвижны, ослабляющими дефектами являются небольшие геометрические искажения,на которых возникает концентрация напряжений. В тех случаях, когда внутрикристалла все обстоит более или менее благополучно, опасность могут представлятьповерхностные дефекты. Большинство ковалентных керамических материалов,приведенных в табл. 3, существует в виде порошка или неправильной формыкусков. Дело теперь за тем, чтобы получить эти вещества в форме нитей,однородных внутри и гладких снаружи. Как раз над этим и работают последнее время многие лаборатории в разныхстранах, теперь мы знаем довольно много путей, которые ведут к получениюпрочных жестких волокон, но ни один из них не легок и не очень дешев. Достаточноупомянуть, что для получения таких волокон требуется температура в пределахот 1400 до 3500° C. Сейчас волокна обычно обрабатываются при высокой температурев течение часов и даже дней. Сделать печь, которая работала бы при этихтемпературах в коррозионных условиях и позволяла бы поддерживать приемлемуюхимическую чистоту в реакционной камере,- очень серьезная техническая задача. Такие “сверхволокна” обычно делятся на два больших класса - непрерывныеволокна и усы. Непрерывные волокна имеют, конечно, большую длину; частоих можно наматывать на бобину, как нейлон или стекловолокно. Они могутиметь любую толщину, но чаще всего она лежит в пределах от 5 до 100 мкм.Обращаться с ними можно, как со стекловолокном, но более толстые волокнажестче на изгиб, и работать с ними, понятно, труднее. Толщина усов обычно1 мкм, а длина порядка миллиметра, хотя некоторые усы вырастают длиноюдо нескольких сантиметров. Модули упругости большинства этих волокон лежат где-то в области между3,5 x 104 и7,0 x 104 кГ/мм2,а поскольку их плотность колеблется примерно от 2 до 4, то удельные модуливполне оправдывают ожидания в десять раз превышая соответствующие константыобычных технических материалов. Прочность всех непрерывных волокон довольновысока, но в настоящее время ее нельзя назвать исключительно высокой. Обычноона лежит между 175 и 350 кГ/мм2 - этивеличины близки к прочности обычных стекловолокон и отражают чрезвычайныетрудности изготовления длинных волокон, свободных от микродефектов. Усычасто намного прочнее, их средняя прочность может достигать 700-1000 кГ/мм2,то есть они могут быть раза в три прочнее большинства непрерывных волокон. Сравнивать преимущества и недостатки обоих типов волокон довольно трудно.К тому же эти сравнения могут быстро устареть. В некоторых случаях требуетсяочень тщательно уложить армирующие волокна в одном направлении, иногдаэтого добиваются путем намотки непрерывных волокон и пропитки их связующейсмолой, то есть делают своего рода кокон. Часто так делают сосуды давленияи трубы. Это, казалось бы, преимущество непрерывных волокон, но вот недавнобыл разработан способ, по которому короткие волокна (например, усы) сортируются,разбраковываются, а затем во влажном состоянии перерабатываются в непрерывнуюпряжу, вроде хлопчатобумажной, с которой потом можно обращаться так же,как с непрерывными волокнами. В ряде случаев из усов получают суспензиюв какой-нибудь жидкости, которую можно легко формовать, как бумажную массу. Выбор волокон зависит в некоторой степени от типа матрицы, которую решеноиспользовать. Пластики и смолы имеют малый удельный вес и с ними легкоработать, их нетрудно формовать, они вообще обладают многими преимуществами.С другой стороны, их прочность и модуль упругости малы, поэтому они неочень хорошо передают нагрузку от одного волокна к другому, то есть ихнельзя пожалуй, считать хорошими связующими материалами. По этой причинев тех случаях, когда в качестве матрицы используется смола, применяютсядлинные непрерывные волокна. Смола позволяет очень эффективно использоватьсвойства непрерывных волокон и не годится в качестве матрицы для короткихволокон - например, усов. Металлические матрицы заведомо лучше смол ведут себя, начиная примерносо 150° C. Они и нагрузку от волокна к волокну передают лучше смолы и потомуболее подходящи для связывания усов: позволяют лучше использовать прочностьи жесткость усов. Однако армировать металлическую матрицу труднее, посколькутемпература и давление формования здесь высоки. Сегодня можно предположить,что в будущем волокнистые материалы на основе смол найдут свое место вкрупных элементах конструкций, работающих при низких температурах, а металлы,армированные усами, которые могут обладать более высокой прочностью и жаростойкостью,но которым труднее придавать нужную форму, будут, по-видимому, использоватьсяв более мелких деталях. Впрочем, это такая область, в которой события развиваютсядовольно бурно и предугадать что-нибудь очень трудно. Какие же “сверхволокна” в настоящее время известны и как они делаются?Сейчас разрабатываются непрерывные волокна бора, карбида кремния и углерода.Усы же время от времени выращивают из самых разных веществ, не всегда практическигодных. Наибольшие усилия затрачены на усы карбида кремния, нитрида кремнияи окиси алюминия (сапфира). Информации о процессах получения волокон почтинет. Непрерывные волокна. Бор. Бор осаждается на тонкую нагретую нить - подложку, котораянепрерывно протягивается через реакционную камеру. Камера содержит одноиз газообразных соединений бора, например трихлорид бора ВСl3или гидрид бора В2Н2,которое, коснувшись горячей нити, разлагается с образованием чистого бора. Карбид кремния. В общих чертах процесс получения волокна карбидакремния подобен процессу получения волокна бора. В этом случае, конечно,используются подходящие газообразные соединения, содержащие кремний и углерод. Углерод. Это очень интересное волокно. Оно получается из непрерывногоорганического волокна - вискозы пли синтетического полимера по технологии,аналогичной получению угольных нитей для ламп накаливания. Если правильнопоставить процесс, углерод рекристаллизуется в непрерывное графитовое волокно. Усы. Известен целый ряд процессов получения усов. Механизмы протекания этихпроцессов весьма сложны Обычно лучшие усы получаются из газовой фазы, тоесть химическая реакция в высокотемпературной печи идет между газообразнымиреактивами. Если азот или кислород нетрудно подать в зону реакции в видегазов, то такие элементы, как кремний, углерод, алюминий и т.д., самипо себе не транспортируются. Поэтому приходится прибегать к так называемымтранспортным веществам. Ими могут служить такие соединения, как SiO2,SiCl4, СН4,Аl2О3 ит.д. Обычно стремятся получить весомые количества бездефектных прочныхусов возможно более быстрым и дешевым путем. К сожалению, когда реакцияускоряется, качество получаемых усов, как правило, страдает, что сильноусложняет всю проблему. Чрезвычайно сложные реакции, которые могут протекатьпри выращивании усов, приходится анализировать с помощью вычислительныхмашин. К настоящему времени количество усов высокого качества измеряетсякилограммами, цена их довольно высока, поэтому ведутся усиленные работыкак над увеличением выхода усов, так и над уменьшением их стоимости. Вполне возможно, что некоторые из этих работ окажутся успешными, и вскором времени количество получаемых усов будет измеряться тоннами. Ихстоимость вначале будет довольно высокой, но если хоть как-то можно полагатьсяна исторические параллели, то цена придет к вполне удобоваримым величинамв течение примерно десятка лет. Сомнительно, конечно, чтобы она когда-нибудьстала сравнимой с ценой обычной стали и технической древесины. Во всяком случае, сейчас мы имеем достаточное количество таких волокондля проведения поисковых работ в стенах лабораторий. Работы эти не стольпросты, как может показаться. Даже располагая самыми прочными и жесткимиусами, вы можете испортить ими идеальную матрицу. Изготовление армированныхматериалов требует большой сноровки. Теория упрочнения волокнами основываетсяна довольно громоздком математическом аппарате, она не дает скучать ЭВМи заполняет специальные периодические издания. Но, даже если она и понята,до создания надежных процессов получения подобных материалов еще далеко. Впрочем, сейчас уже многие трудности преодолены, и в ряде лабораторийрегулярно делают небольшие партии армированных волокнами материалов, свойствакоторых оказываются довольно близкими к теоретически предсказанным. Приводитьздесь конкретные величины, пожалуй, бесполезно, поскольку каждый материалнужно характеризовать целым набором свойств. Но я не побоюсь утверждать,что некоторые из новых материалов вдвое лучше тех, что были известны досих пор. Впервые в истории человек стал управлять своими конструкционнымиматериалами, целеустремленно и рационально создавать материалы, удовлетворяющиеопределенным нуждам. Прежде всего такие материалы будут использованы в тех областях, гдек конструкциям предъявляются повышенные требования. Быть может, они вызовутнеобыкновенные преобразования в авиации, позволив резко снизить стоимостьвоздушных перевозок. На это можно возразить, что подобные рассуждения напоминаютпопытку перелить старое вино в новые бутылки. Возможно, так оно и есть,только всегда ли это плохо? Впрочем, не следует исключать того, что с появлениемновых материалов появятся принципиально новые устройства. Такую перспективуне следует исключать, но предсказать здесь что-нибудь определенное невозможно.Приведем небольшой пример, который касается большинства из нас. Зубныепломбы беспокоят многих. Керамика (фосфатный цемент), которую используютзубные врачи, всегда была слишком хрупкой; металлы (например, золото) обычнослишком мягки. Сейчас изучаются возможности армирования золота усами. Такойматериал будет сочетать высокую прочность и твердость с вязкостью, чтоочень важно для пломб. В этом случае относительно высокая стоимость золотаи усов серьезного значения не имеет. Массовое применение новых материалов, несомненно, зависит от снижениястоимости производства волокон до действительно приемлемого уровня. Трудносказать, сколько еще ждать, но уже сейчас возможен интересный компромисс- использование асбестов. Асбест, можно сказать, представляет собой природныеусы, которые донимаются в карьерах; он довольно дешев. Механические свойстваволокон асбеста уступают лучшим усам, но они значительно превосходят иметаллы, и стекловолокно, особенно если принять во внимание их вес. В прошломасбест часто использовался для армирования пластиков, но эта идея быладискредитирована безобразной технологией. Сейчас есть возможность применитьдля асбестовых волокон методы, созданные для переработки усов. Это позволитрезко улучшить свойства таких армированных материалов. Композиционные материалытипа смола - асбест должны найти широкое применение. Армированные материалы довольно хороши в промышленных условиях, здесьони могут играть важную роль, хотя производство их довольно трудоемко.Мне кажется, мы очень нуждаемся, кроме того, в улучшенных материалах длясамого широкого потребителя, материалах, которые не требуют сложного оборудованиядля обработки. Ясно, что образцом при создании таких материалов должнабыть древесина. Механические свойства дерева превосходны, хотя никто невозражал бы, если бы они были еще лучше. Недостатки древесины определяютсяее биологическим происхождением. Она усыхает, разбухает, гниет, нуждаетсяв окраске, требует ухода. Эффективность древесины в легких конструкциях,простота ее обработки (а именно в этом каждый из нас и заинтересован впервую очередь) определяются малой плотностью этого материала. На нынешнем уровне знаний можно было бы взять армированный, но практическиинертный материал и заполнить его порами нужных размеров и формы, чтобыполучить вещество с удельным весом примерно 0,5, которое можно легко резатьи обрабатывать. Если в качестве связующего использовать один из термопластов,то такой материал можно было бы не только пилить, строгать, сверлить, нотакже гнуть и формовать при подходящей температуре. Такой материал потребовалбы тонких научных разработок, но, будучи дешевым, он имел бы и очень многодостоинств. И они определялись бы не только удобствами для любителей икустарей, такой материал был бы незаменим для экспериментальных разработок.Именно скорость разработки, от опытных образцов до серийного производства,была самым сильным аргументом в пользу деревянных самолетов во время войны.Неизбежные задержки в разработках, более чем что-либо другoe, становятсяпороком и причиной срывов при реализации сложных технических проектов. Есть еще один подход к решению проблемы новых материалов, о котороммы еще не говорили. По-видимому, ему уделяется больше внимания в Японии.Мы уже подчеркивали, что польза древесины и целлюлозы вообще определяетсяее низкой плотностью в сочетании с отличным модулем Юнга. Удельный модульдревесины вдоль волокна практически тот же, что и у технических металлов. Целлюлозная молекула, как мы видели в главе 5, состоит из сахарных колец, то есть из сложных цепей, построенныхв значительной степени из атомов углерода. Поэтому можно ожидать, что связьмежду углеродными атомами жесткая: это ведь та же связь, что и в алмазе. Большинство синтетических полимеров также построено из цепей атомовуглерода. Полиэтилен, например, состоит просто из (СН2)n.Другие синтетические полимеры химически несколько сложнее, но их упругиесвойства не очень отличаются от полиэтилена. Далее, модуль упругости алмазаизменяется примерно от 8x104до 12x104 кГ/мм2в зависимости от того направления, в котором он измеряется. Алмаз имеетплотность около 3,5, то есть атомы углерода упакованы в нем более плотно,чем в полиэтилене, имеющем плотность около 0,92. Если мы введем все необходимыепоправки, то найдем, что модуль полиэтилена в направлении цепочек долженбыть примерно 2,5x104кГ/мм2. Другие полимеры должны иметь жесткостьтого же порядка. Однако экспериментально определенный модуль упругости полиэтилена равенприблизительно 200 кГ/мм2, то есть примернов сто раз меньше теоретического. Почти такое же положение с другими синтетическимиполимерами. Удивительно, что авторы учебников (описывающие химическое строениеполимерных цепочек в умилительных подробностях) не только не объясняюттакого расхождения, но даже не замечают его. Здесь напрашивается объяснение, ставшее возможным после работ Франкаи Келлера (Бристольский университет). Уже давно известно, что молекулы-цепочкибольшинства природных и искусственных полимеров в некоторой степени кристалличны,наподобие натуральной целлюлозы (глава 5).Однако работы Франка и Келлера показали, что природа кристаллов в природноми синтететическом полимере различна. В целлюлозе как сами молекулы, таки продольные оси кристаллов лежат вдоль волокна, и поэтому на практикереализуется большая доля теоретического модуля. В материалах же типа полиэтиленаКеллер обнаружил, что цепочки (СН2)nуложены совсем иначе. Если взглянуть на эту структуру глазами инженера,сразу станет ясным, что лишь очень малая доля жесткости углеродной цепочкиреализуется в макроскопическом модуле пластика: здесь работают фактическине первичные ковалентные связи, а лишь вторичные силы Ван-дер-Ваальса,которые действуют между складками цепочки. Замеренные в опыте величины модуля упругости очень хорошо согласуютсяс известной жесткостью вандерваальсовых связей и с жесткостью молекулярныхкристаллов типа фталоцианина (глава 1). Оказывается, что углеродные цепочки, характерные для синтетических полимеров(таких, как полиэтилен), очень гибкие, и с термодинамической точки зрениясуществует весьма сильная тенденция к складыванию их регулярным способомво время кристаллизации. Цепи природных полимеров (например, полисахаридыи, в частности, сахар) так не складываются, и потому они намного жестче.Именно этому в значительной мере обязана нестареющая популярность целлюлозыв качестве строительного материала, и, между прочим, это же дает основанияжурналам мод писать о “хрустящем” хлопке. Предотвратить складывание синтетических углеродных цепочек на редкостьтрудно, но как раз совсем недавно коллеги автора получили кристаллы полиэтиленав условиях, когда складывание сводится к минимуму. Модуль упругости этихкристаллов превышал 3500 кГ/мм2. Ему всееще очень далеко до теоретической величины, но это все-таки примерно в15 раз выше, чем все достигнутое на полиэтилене прежде. Как будет это направление развиваться и будет ли оно развиваться вообще- трудно сказать. Ясно лишь, что полиэтилен с цепочками, вытянутыми прикристаллизации в одном направлении, будет совершенно иным материалом посравнению с тем полиэтиленом, который мы хорошо знаем. Вероятно, существуеттакже принципиальная возможность делать неармированные пластики с модулемЮнга стали и одной восьмой ее плотности. Можно предположить также, чтопрочность и вязкость такого материала также будут высоки. Чего можно ожидать от материалов будущего? Невозможно пророчествовать подробно о том, как будут выглядеть новые материалы.Но мы можем оговорить вполне определенные верхние пределы механических свойствпассивных конструкционных материалов (глава 1). Ясно, что ключевое свойствоесть модуль Юнга, поскольку он определяет не только жесткость, но и, в конечномсчете, прочность. Наибольшей жесткостью обладает углеродная связь, причем онамаксимальна как в абсолютном, так и в удельном выражении (относительноплотности). Правда, некоторые ковалентные связи по жесткости мало отличаются отуглеродных связей в алмазе. Но в общем-то максимум Е должен быть около12x104 кГ/мм2, а максимальная величина удельного модуля Юнга - на порядоквыше, чем для стали. Следовательно, возможности улучшения удельных свойств больше, чем абсолютных.Но, вероятно, к этому и следует стремиться. Можно было бы, наверное, как-то приблизиться к теоретической прочности,то есть примерно к E/10 если бы такая цель имела реальный смысл.Но все дело в том что если бы эта громадная прочность и была получена вбольшинстве случаев соответствующая ей упругая деформация, которая достигалабы 10%, оказалась бы недопустимой. Более того, такой материал неизбежнобыл бы хрупким, даже, пожалуй, слишком хрупким. Более приемлемой следует считать деформацию около 1-2% (такой материалимел бы некоторый запас для торможения трещин - см. главу 4). Это дало быудельную прочность, на один-два порядка превосходящуюудельную прочность стали. Таким образом, мы вправе ожидать максимальнуювеличину удельной жесткости порядка 12-14 жесткостей древесины, стали идругих металлов, а для удельной прочности ориентироваться в пределе на10-100 удельных прочностей стали. Вероятно, как-то приблизиться к этим свойствам вначале можно будет спомощью материала, армированного параллельными волокнами. Если же прочностьи жесткость нужны более чем в одном направлении, тогда придется распределитьволокна по разным направлениям и удовлетвориться более низкими свойствами.Но рано или поздно, я думаю, мы получим изотропные материалы, свойствакоторых во всех трех направлениях будут одинаково хороши. Это, кажется, и будет пределом, которого мы сможем добиться с пассивнымиматериалами. Продвижение по этому пути - вот занятие, которое занимаетв наши дни целую армию материаловедов. Но картина изменится, если мы займемсяактивными материалами (то есть такими, которые каким-то образом подпитываютсяэнергией) Несколько лет назад к этой идее независимо пришли профессор Бернали я. В самом деле, снабжая материал энергией, можно придать ему бесконечнуюэффективную жесткость (как это бывает у животных). А сделать это можно,по-видимому, с помощью пьезоэлектричества. Важным следствием реализации этой идеи было б не столько повышение прочности,сколько использование бесконечной жесткости. Можно было бы делать очень жесткиеконструкции, работающие на сжатие,?—?телеграфные столбы могли бы быть тонкими,как проволока; крылья самолетов стали бы тоже очень тонкими, почти любаятехническая операция выполнялась бы легче и дешевле. Насколько мне известно,в этом направлении никто сейчас не работает. Но если бы даже и началисьтакие исследования, потребовалось бы весьма много времени, прежде чем удалосьполучить что-нибудь реальное; но этот путь отвергать, по-видимому, не следует. Другая очень привлекательная идея связана с самоподстраивающимися конструкциями.По сути своей она также биологическая. Основной принцип здесь заключаетсяв том, что конструкция сама утолщается в местах большего напряжения, иопять-таки сама уменьшается в слабо нагруженных частях. Почти все небиологическиеконструкции спроектированы неоптимальным способом, они неэффективны и топорны.Можно было бы начать с того, что попробовать оптимизировать какую-нибудьгрубо спроектированную оболочку или раму, нагружая ее, например, в гальваническойванне. Но, как и предыдущая идея, сегодня это всего лишь мечта. Я хотеллишь сказать, как велики потенциальные возможности сокращения времени проектированияи изготовления. Ближайшее будущее В 80-х годах прошлого века идея использования электричества в широкихмасштабах висела еще в воздухе и привлекала внимание лишь ученых и некоторогочисла предпринимателей; история биржи оживляется серией паник газовых компаний,которые возникали после каждого объявления о новом усовершенствовании динамомашиныили электрической лампочки. Но оказалось, что акции газовых компаний оставалисьв безопасности в течение жизни почти целого поколения: трудности разработкии внедрения совершенно новой области техники были очень велики, несмотряна то что научные принципы были уже довольно хорошо поняты, да и экспериментальнаяпроверка проходила довольно удачно. Конечно, маловероятно, что разработкаи восприятие новых необычных материалов будет идти столь же медленно, каки внедрение электротехники, но все-таки, видимо, это будет тянуться долго,и на пути встретятся как взлеты, так и падения. Несомненно, что ставитьвопрос о радикальной замене традиционных материалов (сталь, древесина)еще очень и очень рано. Однако мне кажется, что новые армированные материалы, о которых мы говорили вэтой главе, доведены уже до такого уровня, когда их технические достоинстваоправдывают попытки использования этих материалов на практике. Такие попыткипредпринимаются, и вполне возможно, что в специальных конструкциях(компрессорные лопатки газовых турбин и другие авиационные детали) современныеармированные материалы будут работать уже ко времени выхода этойкниги[51]. Сегодня эти материалы дороги, на них к тому жескептически смотрят инженеры-практики. Однако, если они выдержат испытания ипокажут свои преимущества на практике, на их стороне будет то, в чем онинуждаются,- интерес и одобрение конструкторов. После этого пойдет постепенныйпроцесс удешевления, расширится область применения, хотя они будут оставатьсядостаточно специальными в течение длительного времени. Широкое применение дает реальные выгоды, но, вероятно, главным результатомбудет переворот в области инженерного мышления. Идея о материале, которыйс самого начала разрабатывается с определенным назначением и строится,исходя из первых принципов, а не путем модификаций традиционных веществ,-эта идея нова и всеобщего признания еще не заслужила. Но стоит ей добитьсявсеобщего признания, и трудно сказать, что за этим последует. Ведь вплотьдо настоящего времени технические идеи основывались (сознательно или подсознательно)на характеристиках и недостатках небольшого списка веществ; но стоит воображениюинженеров проститься с мыслью о том, что все эти ограничения обязательны,а взамен этого понять, сколь созидающим может быть союз конструктора иматериаловеда, - границы техники необычайно раздвинутся. Необходимые исследования и опытные разработки могут стоит очень дорого,но это по силам бюджету развитого государства. Ведь некоторые другие областитехники сейчас обходятся гораздо дороже. Если эти расходы приведут к созданиюновой отрасли техники, в которой мы так нуждаемся, - игра стоит свеч. Примечания:4 Искусство наводить скуку состоит в стремлении рассказать обо всем (франц.). 5 Для воспитанного на идиомах английского читателя мел и сыр представляют собой образцовый пример совершенно различных веществ: в английском языке существует выражение as different as chalk is from cheese. - Прим. перев. 46 Количество углерода в железе и стали кажется удивительно малым. Нужно помнить, однако, что эти количества выражаются обычно в весовых процентах, а атом углерода намного легче атома железа, грубо говоря, в пять раз. Поэтому в атомных процентах доля углерода значительно больше и может достигать 20%. 47 В книге “Схемы различных искусств” Теофилуса Пресбрайтера (XI век) приводится следующая рекомендация: “По другому способу закалка железа ведется тем же путем, которым режутся стекла и размягчаются камни. Возьми трехлетнего черного козла и держи его взаперти на привязи трое суток без корма. На четвертый день накорми его папоротником. После того как он два дня поест папоротник, помести его на очередную ночь в бочку с решетчатым дном. Под бочку поставь сосуд для сбора его мочи. Набрав за двое - трое суток достаточное количество жидкости, выпусти козла на волю, а в этой жидкости кали свой инструмент…” 48 Конечно, железо должно быть нагретым, чтобы в него проникал азот. 49 Литые чугунные пушки так никогда и не стали надежными. В сражении при Трафальгаре французский корабль “Грозный” капитулировал после того, как на нем взорвались две пушки. Немногим лучше были и пушки времен Крымской войны. 50 Со временем “Виктория” оказалась не в состоянии выдерживать вес собственных пушек, их пришлось заменить деревянными копиями. 52 Фирма, в которой я одно время служил, разработала уплотнение для водяного насоса автомобиля, которое гарантировало пробег 160 000 км. Цена его была лишь несколько выше обычной, но ни одна из автомобильных фирм этим не заинтересовалась. 51 Сейчас, в 1971 году, самолеты с такими деталями уже летают. - Прим. перев. |
|
||
|
Главная | Контакты | Нашёл ошибку | Прислать материал | Добавить в избранное |
||||
|
|
||||