|
||||
|
|
Глава 6 Особенности сертификации сложных технических систем 6.1. Роль экспертизы (рейтинговой сертификации) в оценке эффективности инвестиционных проектов Важнейшая задача государственной экономической политики состоит в выявлении и поддержке конкурентоспособных предприятий. Выявление и государственная поддержка «быстрых» инвестиционных проектов необходимы для получения средств для «длительного» инвестирования в промышленность, создающего условия для общего роста промышленного производства. Таким образом, инвестированию бюджетных средств в предприятия должна предшествовать задача объективной оценки эффективности проектов (программ), предлагаемых ими для государственного финансирования. Существующая сегодня экспертиза проектов в основном касается анализа финансового состояния предприятий. При такой экспертизе, как правило, не дается ответ на главный для рыночной экономики вопрос – каков уровень качества и конкурентоспособности выпускаемой или намеченной к выпуску продукции. Одного финансового аудита производства совершенно недостаточно для определения потенциальных возможностей предприятия в организации эффективного производства конкурентоспособной продукции. Особенно это относится к конвертируемым предприятиям, потерявшим государственные заказы и близким к банкротству. В то же время производственный потенциал такого предприятия может быть достаточно высоким для эффективного перехода на выпуск конкурентоспособной продукции гражданского назначения. Поэтому для объективной оценки целесообразности предоставления проекту бюджетного финансирования или льготного целевого кредитования, а также целесообразности других инвестиций необходимо провести полную экспертизу (рейтинговую сертификацию) производства, реализующего проект, по ряду интегральных показателей: 1) рейтинг основных фондов (оценка состояния основных фондов промышленного производства); 2) рейтинг продукции (оценка соответствия технико-экономических параметров выпускаемой или намеченной к выпуску продукции требованиям на аналогичную продукцию на международном рынке); 3) рейтинг технологических процессов (оценка соответствия применяемых основных технологических процессов параметрам аналогичных передовых зарубежных технологий); 4) рейтинг производства (оценка соответствия производства требованиям обеспечения заданных параметров выпускаемой продукции); 5) рейтинг систем качества (оценка соответствия системы качества предприятия требованиям обеспечения стабильного уровня качества выпускаемой продукции). Методология оценки основных фондов включает следующие основные составляющие: 1) амортизация, моральный износ и возрастная структура; 2) рыночная стоимость и ликвидность; 3) показатели использования средств (коэффициенты использования оборудования и площадей, фондоотдача); 4) зависимость производственной мощности предприятия от состояния основных фондов; 5) способность обеспечить гибкость производства (возможность быстрого перехода на выпуск продукции, пользующейся спросом); 6) научно-технический потенциал предприятия, т. е. возможность освоения производства наукоемкой конкурентоспособной продукции. Методология оценки технико-экономических параметров разрабатываемой (осваиваемой) продукции призвана обеспечить получение объективной информации для предотвращения затрат на неперспективные разработки и принятие обоснованных решений по выпуску продукции, конкурентоспособной на внутреннем и внешнем рынках. Эта методология должна решать следующие основные вопросы: 1) маркетинговые исследования параметров и характеристик аналогов, выпускаемых зарубежными фирмами и потребляемых на различных рынках; 2) выбор методологии и критериев оценки продукции, обеспечивающих наибольшую перспективность при наличии определенных целевых установок; 3) определение базовых характеристик, необходимых для обеспечения конкурентоспособности продукции, проработка их на перспективу; 4) сопоставление коммерческих и технических параметров разрабатываемой (выпускаемой) продукции с требованиями международного рынка на аналогичную продукцию; 5) определение требований (рекомендаций) к разрабатываемой (выпускаемой) продукции, обеспечивающих ее техническую конкурентоспособность на зарубежных рынках. Методология оценки применяемых (планируемых к применению) технологических процессов необходима для получения ответов на следующие вопросы: 1) наличие и степень близости отечественного или зарубежного аналога; 2) конкурентоспособность на внутреннем и внешнем рынке; 3) возможность экспорта и (или) сокращения импорта продукции в результате реализации технологического процесса; 4) степень готовности технологии для реализации (в том числе необходимость проведения НИОКР, создания технологического оборудования); 5) создание новых материалов, технологии их получения и обработки; 6) создание контрольно-измерительного и испытательного оборудования; 7) создание систем информационного обеспечения; 8) необходимость приобретения импортного оборудования и комплектующих изделий, необходимость подготовки кадров и т. д.; 9) удельный вес затрат на НИОКР в общих затратах на разработку и реализацию технологии; 10) социальная значимость реализации технологии и т. д. Методология оценки соответствия производства требованиям обеспечения задаваемых технико-экономических параметров выпускаемой продукции должна решать следующие задачи: 1) оценка соответствия существующей организационной структуры производства требованиям выпуска заданной продукции; 2) оценка соответствия существующей конструкторской и технической документации требованиям национальных и международных стандартов; 3) оценка инженирингового обеспечения выпуска заданной продукции; 4) оценка метрологического обеспечения производства продукции; 5) оценка стабильности существующих технологических процессов; 6) оценка системы технического обслуживания, планового и внепланового ремонта основного оборудования; 7) оценка кадрового обеспечения производства планируемой к выпуску продукции. Методология оценки системы качества исходит из необходимости проверки ее составляющих на следующих этапах: • маркетинг, поиск и изучение рынка; • разработка конструкции и технологических процессов; • материально-техническое снабжение; • технологическая подготовка производства; • производство; • контроль и испытания продукции; • упаковка и хранение; • реализация и распределение продукции; • эксплуатация продукции у потребителя; • утилизация после использования. При оценке эффективности функционирования системы качества проверяется выполнение следующих требований международных стандартов ИСО 9000: • системы регистрации дефектов; • идентификации и прослеживаемости каждой единицы продукции; • системы причинно-следственного анализа дефектов на основе современных методов статистического управления качеством; • учета затрат на обеспечение качества продукции; • системы управления качеством продукции на основе разработки и реализации комплекса конструкторско-технологических и организационно-технических мероприятий по обеспечению качества. Указанные задачи технической экспертизы и технического аудита предприятий должны быть возложены на систему сертификации, действующую в соответствующей отрасли промышленности. 6.2. Принцип «сквозной» сертификации на примере сертификации самолета 6.2.1. Общие принципы проведения работ по сертификации самолета Отечественный и зарубежный опыт свидетельствует о том, что сертификация является эффективным средством повышения качества и безопасности гражданских самолетов, а также способствует сокращению сроков доводки и летных испытаний при условии, если сертификация проводится с начала проектирования на всех этапах создания самолета и включает, наряду с проведением летных испытаний, в значительных объемах моделирование и стендовые испытания. При этом имеется в виду, что для обеспечения отработки и сертификации самолета предусматривается проведение всесторонних исследований аэродинамики самолета в аэродинамических трубах, исследований прочности и выносливости конструкции самолета, работоспособности и характеристик агрегатов отдельных систем и комплексов, а также их стыковки и взаимосвязи с характеристиками самолета на стендах. В этом случае еще на ранних стадиях могут быть вскрыты недостатки, в том числе несоответствие требованиям НЛГ, которые легче устранить до или в процессе постройки самолета, чем во время летных испытаний. Такой подход к сертификации широкофюзеляжных самолетов Боинг-747, DC-10 и L-1011 позволил провести их летные испытания по доводке и сертификации за один год. Опубликованные материалы по созданию самолета Боинг-747 говорят о том, что общая программа сертификации его была составлена с начала проектирования и включала поэтапное проведение работ по мере окончания каждого раздела проекта (рис. 6.1). Фирма «Боинг» относит разработку и развитие программы сертификации к серьезной инженерной работе, выполняемой проектировщиками и руководимой специальной службой (подразделением, отвечающим за координацию работ по сертификации). Фирма разработала руководство по сертификации на основе опыта создания предыдущих самолетов и контактов с заказчиком и FAR. Программа работ по сертификации самолета Боинг-747 включает создание моделирующей и стендовой базы, проведение наземных и летных испытаний. Общая программа испытаний, включая предварительную, рассчитана более чем на четыре года. 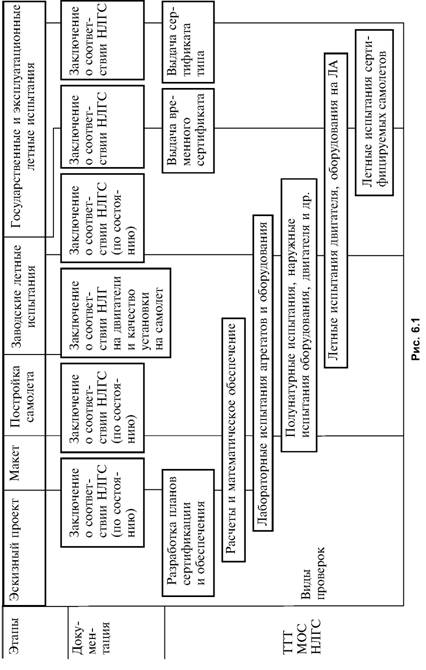 К числу наиболее важных видов испытаний для обеспечения и проведения сертификации самолета Боинг-747 относятся: • аэродинамические исследования в трубах (в значительных объемах), в том числе с использованием трубы-камеры для создания условий обледенения – около 20 000 «трубных» часов на 100–150 моделях; • исследования прочности конструкции на стендах объемом до 500–600 образцов натурных конструкций; • использование математического моделирования; • проверка примерно на 40 стендах работоспособности и надежности всех систем (испытания до появления отказов); • отработка и оценка системы управления и особенностей управления на натурном стенде «Железная птица» при нормальных условиях и имитация отказов системы управления, систем гидравлики и электропитания (стенд создан за год до начала летных испытаний и очень интенсивно использовался); • отработка на «инженерном» тренажере с участием летчика приемов пилотирования, в том числе при отказах двигателя, отработка автоматической системы пилотирования (кабина тренажера снабжена системой индикации и средствами визуализации, действующими на протяжении всего полета. Тренажер создавался параллельно с проектированием самолета и широко применялся на стадии проектирования и в процессе летных испытаний); • испытания на летающих лабораториях, в частности на LLB-52; • летные испытания пяти самолетов Боинг-747 с темпом nocтупления один самолет в три месяца. Объем летных испытаний cocтавил 1400 часов за десять месяцев при среднем налете 40 летных часов в месяц. Процесс сертификации самолетов Боинг-747 и L-1011 зависит от степени готовности сертификационной документации. Подготовка к сертификации ведется с начала проектирования и к началу летных испытаний она достигает более 50 % всего объема. При этом темп получения необходимой документации резко увеличивается на втором году создания самолета (когда уже действуют все стенды) и сохраняется на всем этапе летных испытаний, продолжающихся около года. Характерной особенностью работ на всех этапах разработки является их сертификационная направленность, ориентация на последовательное «закрытие» пунктов таблиц соответствия, т. е. доказательство (методами анализа, статистическими данными, рабочей технической документацией, результатами наземных и летных испытаний) соответствия характеристик ЛА нормам летной годности самолета (НЛГС). Сертификация представляет большой интерес и как одна из форм системного подхода к оценке самолета. Этому способствует очень важная особенность построения НЛГС, заключающаяся в том, что требования к различным характеристикам самолета или функциональным системам взаимосвязаны между собой, что, в значительной мере, определяет комплексность оценок соответствия. Основными видами исследований при подтверждении соответствия требованиям НЛГС является моделирование, стендовые и летные испытания, а также их сочетание. Типичным примером методов, основанных на комплексном применении моделирования и летных испытаний, может служить оценка соответствия общим требованиям летной годности, т. е. исследование вероятности возникновения в полете особых ситуаций различной опасности в результате сочетания отказов функциональных систем, некоторых особенностей самолета, ожидаемых условий эксплуатации и разброса параметров пилотирования. Схема таких исследований приведена на рис. 6.2.  Рис. 6.2 Чрезвычайно важную роль в отечественной практике сертификации играют методы летных испытаний, основанные на объективном получении широкого спектра информации и летной оценке экипажа. Летные испытания широко применяются в нашей практике при создании и сертификации самолета и включают исследования на стендах, летающих лабораториях и сертифицируемом самолете. Одной из важных задач при этом является (как элемент сертификации агрегатов и систем) разработка нормативов типовых испытаний агрегатов и систем. Внедрение перспективных технических требований потребовало новых материалов и покрытий, существенного пересмотра порядка и методов испытаний опытных образцов авиационной техники, их отработки перед установкой на самолеты, расширения и развития испытательной базы для проведения полноценной отработки изделий, совершенствования информационного обеспечения новых разработок, специализации производства. Подтверждение показателей технического уровня бортового оборудования осуществляется на этапе испытаний в процессе проведения ОКР. Для практического воплощения этого принципа головными НИИ совместно с ОКБ были разработаны и утверждены нормы типовых испытаний агрегатов и систем бортового оборудования на надежность. В настоящее время в ряде случаев показатели надежности бортового оборудования на этапе ОКР подтверждаются расчетными значениями. Нормы испытаний требуют подтверждения значений показателей надежности бортового оборудования на этапе ОКР до 0,6 расчетного, что позволит сократить сроки летных испытаний самолетов до 2–3 лет вместо 6–7 лет при существующей практике. Все это может быть обеспечено за счет проведения стендовых эквивалентно-циклических испытаний (ЭЦИ) с комплексным воспроизведением нагрузок, максимально приближенных к реальным условиям эксплуатации (РУЭ) оборудования самолетов и вертолетов (рис. 6.3). Накопленный опыт разработки, корректировки и реализации перспективных технических требований изделий отрасли показывает, что эти работы следует в дальнейшем еще более интенсивно развивать и совершенствовать в направлении автоматизации и методического обеспечения решаемых задач в процессе разработки. В этом направлении в отрасли уже есть определенный задел, но и в дальнейшем этим работам будет уделяться пристальное внимание. Для подтверждения соответствия характеристик изделий перспективным техническим требованиям введена отраслевая аттестация (сертификация) агрегатов и систем бортового оборудования. 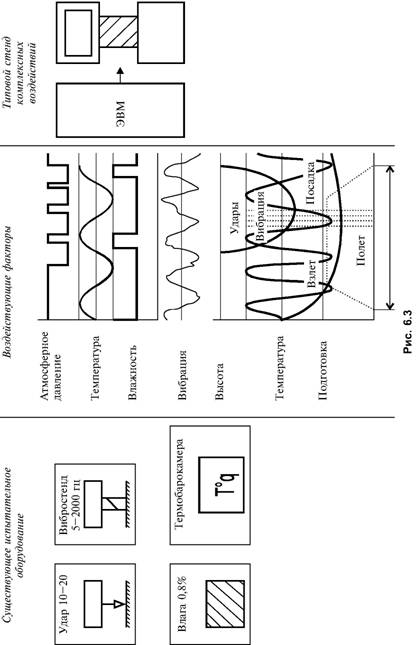 Разработан комплекс НД, устанавливающий порядок проведения работ в отрасли по повышению технического уровня изделий AT и порядок отраслевой аттестации бортового оборудования ЛА и двигателей. Эти документы определяют организацию и порядок работ в отрасли, функции участников работ и их взаимодействие, в них предусматривается постоянный контроль головного тематического института за разработкой, испытаниями и эксплуатацией бортового оборудования и выдача аттестата годности бортового оборудования к применению на ЛА. Практика и опыт работы показывают, что с целью подготовки оптимальных решений в процессе формирования и корректировки перспективных технических требований изделий отрасли необходим комплекс нормативно-технических документов, устанавливающий критерии, показатели, методы оценки, оптимизации и прогнозирования технического уровня изделий, включая методы оптимизации параметрических рядов, показателей надежности, ресурса, весовых характеристик и т. д. применительно к определенным типам ЛА. В этой разработке широко используется передовой зарубежный опыт – стандарты ИСО 9000 и др. Все это может быть обеспечено за счет опережающих на основе перспективных разработок изделий AT (рис. 6.4) технических требований (нормативов технического уровня, необходимого количества одновременно испытываемых образцов оборудования, совершенствования испытательных комплексов с воспроизведением нагрузок, максимально приближенных к реальным условиям эксплуатации оборудования в составе финальных изделий). Реализация нормативов типовых испытаний на надежность не может быть успешно решена без широкого внедрения стендовых испытаний (ускоренных, эквивалентно-циклических, усеченных и т. д.) и оснащения лабораторно-экспериментальной базы стендами с комплексными взаимодействиями. Практика проведения эквивалентно-циклических испытаний Минавиапрома подтвердила высокую сходимость (до 90 %) результатов испытаний с данными эксплуатации, а также упреждение отказов в эксплуатации до 85–97 % и снижение рекламаций до двух. 6.2.2. Особенности летных испытаний Летные испытания, играющие весьма важную роль в отечественной практике для оценки основных характеристик ЛА и их соответствия требованиям наземных испытаний и исследований, 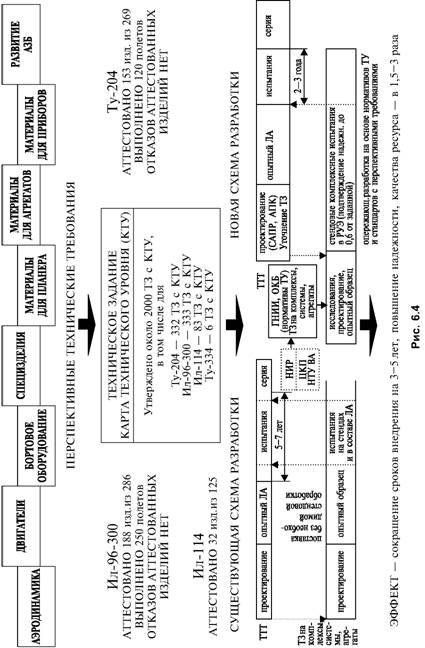 как правило, за рубежом имеют значительно меньшее значение. Действительно, осуществление на практике принципа «испы-тывай все перед полетом» дает возможность до 80 % характерис-тик получить на земле. Стоимость 1 ч летных испытаний почти в 100 раз больше 1 ч наземных, поэтому покупатели, заплатив немалые акцепты, ждут получения самолетов для начала при-быльной эксплуатации, рынок испытывает давление со сторо-ны конкурентов. Воистину: «время – деньги». В этих условиях период летных испытаний не рассматривается как созидательный, познавательный этап, а лишь как контрольный, зачетный, открывающий путь для получения дивидендов авиакомпа-ниями и фирмами-производителями. В этом видят основной смысл летных испытаний, и поэтому их стремятся провести как можно быстрее, сосредоточившись лишь на тех видах, которые с доста-точной уверенностью нельзя смоделировать в наземных условиях. Рассматривая летные испытания большей частью как потерян-ное время, тем не менее фирмы признают их несомненно важ-ным моментом подтверждения в реальных условиях высоких характеристик ЛА, осуществляя второй основополагающий прин-цип – «летай, перед тем как продавать». Как правило, результа-ты летных испытаний дают лишь 5–7 % разброса с наземными испытаниями и расчетными данными. Основные особенности проведения летных испытаний состоят в следующем: • основной акцент ставится на крайние режимы по безопас-ности и надежности для максимального «открытия» областей безопасной эксплуатации и подтверждения расчетных данных (в первую очередь, большие углы, флаттер, посадка на боль-ших углах, обледенение и др.); • по требованиям FAA (Федеральные авиационные власти США) и покупателей проводится демонстрация фактических за-пасов по надежности, прочности и безопасности (экстренное торможение на взлете, покидание пассажирами аварийного са-молета и др.) по сравнению с расчетными нормами; • наземные демонстрации эксплуатационной технологичное-ти проводятся с хронометражем операций; • резко сокращено время летных испытаний (до 911 ? меся-цев) с одновременным повышением их качества. Сокращение времени летных испытаний осуществляется за счет: • проведения основного объема испытаний (80 %) в наземных условиях, максимально приближенных к эксплуатационным, и, самое важное, сертификации по их результатам; • организации, планирования и управления летными испытаниями как части комплексной программы производства самолетов в целях повышения экономической эффективности разработки в целом; • одновременного использования нескольких самолетов (до 5) с четким разделением целей и объемов испытаний по каждому; • использования нескольких аэродромов с различными климатическими условиями (при интенсивном налете каждого самолета 35–40 летных часов в месяц); • интенсивного (с циклом 3–4 месяца) подключения к испытаниям серийных самолетов, участвующих в испытаниях; • комплексирования, насыщенности и целенаправленности программ летных испытаний, обеспечивающих их эффективность и качество; • четкой методологической направленности программ и подчиненности задачам сертификации по нормам FAA (30 %) (из примерно 1500 полетов – 300 зачетных для подтверждения требований по нормам FAA); • установки мощного автоматизированного экспериментального оборудования на борту самолетов для получения информационного массива данных и его отработки на борту в реальном масштабе времени; • сопровождающего моделирования полета на земле в реальном масштабе времени; • широкой автоматизации регистрации и обработки данных, как на земле, так и в полете, позволяющей иметь через 3 часа после полета полную информацию о результатах использования быстродействующих ЭВМ и дисплейных станций в режиме диалога «борт—земля», радио– и телекоммуникаций; • умелого использования сопутствующих факторов (раннее подключение к наземным испытаниям летчиков-испытателей, благоприятные климатические условия, высокоавтоматизированная система управления воздушным движением и др.). 6.3. Организация работ по лицензированию деятельности предприятий В соответствии с Указом Президента Российской Федерации от 19 августа 1993 г. № 1267 «Об особенностях приватизации и дополнительных мерах государственного регулирования деятельности предприятий оборонных отраслей промышленности» Правительство Российской Федерации Постановлением от 30 июля 1994 г. № 898 установило, что проведение опытно-конструкторских работ и испытаний опытных образцов (далее именуется – разработка), а также производство вооружения, военной техники и боеприпасов осуществляют предприятия и организации, вне зависимости от их организационно-правовой формы, лишь при наличии соответствующих лицензий. В дальнейшем Правительство РФ Федеральным законом РФ от 16 сентября 1998 г. «О лицензировании отдельных видов деятельности» создало необходимую правовую базу и включило разработку и производство вооружения, военной техники, боеприпасов и их утилизацию, а также разработку, производство и реализацию взрывчатых веществ, порохов, пиротехники, средств взрывания и их утилизацию в перечень видов деятельности, на осуществление которых требуется лицензия, и определило органы, уполномоченные на ведение лицензионной деятельности. При этом Минобо-ронпром России определен уполномоченным органом по ведению лицензионной деятельности в указанной области. При этом лицензирование деятельности предприятий и организаций по разработке и производству вооружения, военной техники и боеприпасов и их важнейших составных частей и комплектующих изделий осуществляется в целях обеспечения контроля и регулирования этих видов деятельности, исходя из необходимости обеспечения безопасности производства, сохранения окружающей среды, обеспечения качества и конкурентоспособности отечественной оборонной продукции, а также требований законодательства по сохранению государственной тайны. Лицензии на выполнение опытно-конструкторских работ и проведение испытаний опытных образцов (разработку) и (или) производство вооружения, военной техники и боеприпасов выдаются Министерством оборонной промышленности Российской Федерации на основании совместного решения с основным государственным заказчиком соответствующей группы продукции (Министерством обороны Российской Федерации, Министерством внутренних дел Российской Федерации, Федеральным агентством правительственной связи и информации и т. д.). Лицензия дает право предприятиям заниматься разработкой и (или) производством вооружения, военной техники и боеприпасов, их основных составных частей, комплектующих изделий и материалов с учетом перечня (номенклатуры) групп однородной продукции вооружения, военной техники и боеприпасов, их основных частей, комплектующих изделий и материалов, разработка и производство которых требуют лицензирования, утверждаемого в установленном порядке в течение 3–5 лет в зависимости от особенностей групп продукции. Для получения лицензии предприятием, организацией представляются: • заявление о выдаче лицензии на разработку и (или) производство вооружения, военной техники и боеприпасов; • копии учредительных документов предприятия, утвержденных и зарегистрированных в установленном порядке, а также материалы, подтверждающие наличие на этом предприятии условий, обеспечивающих сохранность и полный учет производимой продукции; • данные о почтовых и банковских реквизитах, номерах телефонов (телефакса) предприятия; • копия лицензии на проведение работ с использованием сведений, составляющих государственную тайну (при необходимости); • копия сертификата безопасности промышленных и опытно-экспериментальных объектов, использующих экологически вредные и взрывоопасные технологии; • копия сертификата на систему качества предприятия. Необходимость лицензирования деятельности предприятий– разработчиков и изготовителей вооружения и военной техники прежде всего связана с обеспечением качества и надежности вооружения и военной техники, производимой в рамках реализации государственного оборонного заказа. Вопросы обеспечения качества и надежности вооружения и военной техники (В и ВТ), как для эксплуатируемой, так и для серийно выпускаемой и вновь разрабатываемой, приобретают в настоящее время особое значение. Ранее эти вопросы не стояли так остро, как в настоящее время, когда новые экономические условия заставляют рассматривать проблемы обеспечения надежности В и ВТ не только с точки зрения отечественной практики, но и учитывать требования, связанные с ее продажей на внешнем рынке. В настоящее время вопросы обеспечения качества и надежности приходится решать в совершенно новых, достаточно сложных условиях, которые, в частности, характеризуются следующими факторами: • резкое сокращение объемов заказов В и ВТ, их составных частей и комплектующих элементов; нерегулярность и неопределенность военных заказов; • плохое функционирование ранее существовавших систем обеспечения и контроля качества и надежности В и ВТ; из-за отсутствия финансирования работы системного характера в части решения проблем качества и надежности с 1990 г. практически не ведутся; наблюдаются случаи снижения требований со стороны служб технического контроля; происходит постоянное сокращение служб качества и надежности на предприятиях, падает квалификация кадров, занятых в этих службах, которые в условиях рыночной экономики должны на предприятии иметь определяющее значение, что обусловлено как политикой экономии предприятий при отсутствии стимулов повышения качества и надежности В и ВТ, так и практической ликвидацией финансирования ранее проводимых целевых программ обеспечения качества и надежности; • резкое сокращение работ по совершенствованию научной и нормативно-технической базы на продукцию в части обеспечения качества и надежности. Требования рынка, переориентация производства на мелкосерийный (и даже штучный), разовый выпуск продукции делает необходимым пересмотр и коррекцию методической и нормативной документации. Общая необходимость существенной переработки существующей научной и нормативной базы в части оценки и контроля качества и надежности вызвана тем, что она была ориентирована на большие объемы испытаний и соответственно большие затраты. Общей является и другая методическая проблема – обеспечение конкурентоспособности В и ВТ. Наблюдается межотраслевая разобщенность в основополагающих методологических вопросах обеспечения надежности; • отсутствие информационного обеспечения. В настоящее время почти все информационные потоки иссякли и существовавшая ранее в промышленности система сбора информации о надежности образцов В и ВТ практически не функционирует. На предприятия-разработчики не поступает информация ни с полигонов промышленности, ни с мест эксплуатации В и ВТ, что делает практически невозможной оценку надежности и принятие адекватных мер по обеспечению требуемого ее уровня. Для решения задач поддержания достигнутого уровня качества и надежности В и ВТ в современных условиях и дальнейшего их повышения необходима разработка и введение на государственной основе системы эффективных мер, которые представляется целесообразным систематизировать в федеральной целевой программе, учитывающей складывающуюся экономическую ситуацию, и условия функционирования предприятий промышленности. Эта программа должна предусматривать комплекс взаимосвязанных, постоянно действующих мероприятий по организации планомерной, целенаправленной деятельности по обеспечению качества и надежности на различных стадиях жизненного цикла В и ВТ. Для обеспечения гарантии качества и надежности В и ВТ, производимых в рамках государственного оборонного заказа, предприятия-разработчики и производители В и ВТ обязаны иметь сертификат на систему качества, который является необходимой составляющей для получения лицензии на разработку и производство В и ВТ. Федеральным законом «О лицензировании отдельных видов деятельности» устанавливается, что: • лицензия (специальное разрешение) – документ, подтверждающий право его владельца на осуществление определенного вида деятельности в течение установленного в нем срока при обязательном соблюдении лицензионных требований и условий; • лицензирование (лицензионная деятельность) – комплекс мероприятий, связанных с выдачей лицензий и контролем за выполнением лицензионных требований и условий; • лицензионные требования и условия – совокупность установленных нормативными правовыми актами требований и условий, выполнение которых обязательно при осуществлении лицензируемого вида деятельности; • лицензионный орган – орган, осуществляющий лицензирование в соответствии с законодательством Российской Федерации; • специально уполномоченный орган – государственный орган, в установленном порядке образованный (наделенный полномочиями) для выполнения определенных функций, связанных с лицензированием; • лицензиат – юридическое лицо или индивидуальный предприниматель, имеющее(ий) лицензию на осуществление конкретного вида деятельности; • соискатель лицензии – юридическое лицо или индивидуальный предприниматель, имеющие намерение осуществлять деятельность, для выполнения которой требуется получение лицензии, и заявившие об этом в лицензионный орган; • лицензионный сбор – фиксированный размер платы за выдачу лицензии; • реестр – документ, содержащий совокупность сведений о выданных, зарегистрированных, приостановленных и аннулированных лицензиях и дубликатах лицензий. Лицензии выдаются Миноборонпромом Российской Федерации по образцу, утвержденному Минэкономики Российской Федерации на основании совместного решения с основным государственным заказчиком (Министерством обороны Российской Федерации, Министерством внутренних дел Российской Федерации и др.) и федеральным органом власти Российской Федерации, к сфере деятельности которых относится юридическое лицо-заявитель. Указанным решением является согласованное Миноборонпромом совместно с перечисленными ведомствами заявление о выдаче лицензии. Бланки лицензии имеют степень защищенности на уровне ценной бумаги на предъявителя, являются документом строгой отчетности, имеют учетную серию и номер. Приобретение, учет и хранение бланков лицензий осуществляет Миноборонпром. Лицензия подписывается Председателем Миноборонпрома (в случае его отсутствия – лицом, его заменяющим) и заверяется печатью. Решение о выдаче лицензии или отказе в ее выдаче принимается в течение 30 дней со дня получения Миноборонп-ромом заявления со всеми необходимыми документами. Переоформление и продление срока действия лицензии производится в порядке, установленном для ее получения. Решение о приостановлении, возобновлении и аннулировании лицензии принимается Миноборонпромом Российской Федерации, государственным заказчиком и федеральными органами власти Российской Федерации, к сфере деятельности которых относится лицензиат. Миноборонпром Российской Федерации осуществляет научно-методическое и организационное обеспечение работ юридических лиц по подготовке материалов для получения лицензий, а также деятельности специальных комиссий по обследованию юридических лиц для определения их соответствия установленным требованиям для выдачи лицензий. Контроль за соблюдением условий действия лицензий осуществляет Миноборонпром Российской Федерации, а также государственный заказчик и федеральные органы власти Российской Федерации, к сфере деятельности которых относится юридическое лицо-заявитель, которые имеют право: • затребовать сведения, связанные с соблюдением условий действия лицензий, а также осуществлять проверки этой деятельности на месте; • проводить инспекцию юридических лиц для проверки соответствия их деятельности требованиям, предъявляемым законодательными или иными правовыми актами к деятельности, указанной в лицензии. В соответствии с изложенными выше положениями нормативно-правовых и законодательных актов, вновь разрабатываемых и действующих в Российской Федерации, лицензирование деятельности в области разработки, производства, реализации и утилизации вооружения, военной техники, боеприпасов, взрывчатых веществ, порохов, пиротехники, средств взрывания становится одним из важнейших инструментов хозяйственного и административного регулирования в оборонном комплексе и является составной частью взаимосвязанной единой системы лицензирования, формируемой в Российской Федерации. 6.4. Концепция сертификации систем обеспечения надежности сложной наукоемкой продукции Надежность является одной из важнейших характеристик сложной наукоемкой продукции (СНП) и продукции двойного назначения, ее составных частей и комплектующих изделий. Требования по надежности традиционно являлись одними из основных, предъявляемых при разработке и производстве СНП, как в СССР, так и за рубежом. На это затрачивались значительные материальные средства, а разработка научных, нормативных, технических и методических основ выполнялась ведущими научно-исследовательскими учреждениями. Оборонная промышленность СССР не имела себе равных по количеству испытательных полигонов, баз, центров в различных климатических зонах; значительное количество разработок испытательного и моделирующего оборудования и в настоящий момент не имеет аналогов. Не имели аналогов в мире и эффективные системы сбора, анализа и реализации информации о надежности сложной наукоемкой продукции (СНП). Главной причиной высоких требований по надежности СНП является острая необходимость обеспечения конкурентоспособности продукции предприятий оборонного комплекса на внешнем рынке. В условиях все более усиливающейся конкуренции на мировых рынках в области СНП уровень надежности продукции становится одним из решающих факторов сохранения и расширения рынков сбыта. Без четких, понятных зарубежным фирмам доказательств высокой надежности выход на внешний рынок становится все более проблематичным. При этом в качестве доказательства высокой надежности СНП необходимо подтверждение (сертификат) так называемой третьей стороны, т. е. организации, независимой от изготовителя и потребителя продукции. Требования по надежности занимают особое место среди других требований к СНП. При достигнутых в настоящее время уровнях надежности практически ни один из показателей надежности не может быть подтвержден прямыми испытаниями у изготовителя или в независимой организации. Даже при имевшем ранее место на предприятиях СССР массовом производстве обычной была ситуация, когда для корректной оценки заданных значений показателей надежности потребовалось бы весь объем выпуска направить на испытания. Для оценки же показателей долговечности и сохраняемости потребовалось бы проведение испытаний длительностью до 20–25 лет. В связи с этим подтверждение (демонстрация) уровня надежности осуществлялось в рамках отраслевых и межотраслевых комплексных систем обеспечения надежности на всех этапах жизненного цикла продукции (разработка, производство, применение и эксплуатация). Эти системы регламентировались комплексами отраслевых и межотраслевых стандартов, действовавших во всех отраслях оборонной промышленности и эксплуатирующих организациях, и включали: • многократную оценку показателей надежности (моделирование, расчетные и расчетно-экспериментальные методы на этапе разработки и освоения, оценку на основе контроля и испытаний при производстве, оценку по данным специально организуемой подконтрольной эксплуатации, оценку на основе обобщения данных из эксплуатации); • анализ причин отказов в специализированных организациях или подразделениях и принятие оперативных мер по их устранению по месту возникновения причины; • применение комплекса специальных принципов и методов по обеспечению надежности при разработке и производстве продукции. В связи с этим надежность конкретной техники обеспечивалась и оценивалась не только непосредственным ее изготовителем, но и разработчиками, применяющими и эксплуатирующими организациями, научно-исследовательскими учреждениями промышленности, полигонами, испытательными базами. В последние годы эффективность отраслевых и межотраслевых систем обеспечения надежности существенно снизилась, что не является секретом и для зарубежных потенциальных потребителей. Это связано со значительным снижением объема централизованных испытаний на полигонах, базах, центрах испытаний, сокращением объема испытаний на предприятиях-изготовителях из-за уменьшения объема выпуска, практической ликвидации систем сбора, обработки и реализации информации о надежности из сферы эксплуатации, обеспечивавших обратную связь изготовителей и разработчиков продукции непосредственно с эксплуатирующими организациями и т. д. В этой ситуации у разработчика и изготовителя СНП возникает необходимость не только обеспечить требуемый уровень надежности, но и подтвердить его с помощью некоторой системы или процедуры, которая была бы признаваема, как внутри России, так и за рубежом. Такая процедура должна, очевидно, включать не только оценку данных испытаний готовой продукции, но и оценку эффективности принятой на предприятии системы обеспечения надежности в целом. Так как надежность является составной частью понятия качества продукции, то в общем случае независимым подтверждением стабильного уровня надежности продукции является сертификат на систему качества предприятия, выдаваемый аккредитованной организацией. Требования к системе качества при этом устанавливаются международными стандартами ИСО 9001–9003, а право выдачи сертификата имеют организации (органы по сертификации систем качества), аккредитованные в национальной или международной системе сертификации. Предприятия оборонной промышленности, получившие сертификат на систему качества (и даже только разрабатывающие ее), имели неоднократную возможность убедиться в его действенности при установлении и развитии деловых связей с зарубежными партнерами, а в последнее время – и с российскими потребителями. Однако ввиду того, что эти стандарты распространяются на все виды продукции, разработок и услуг, они носят достаточно общий характер и не выделяют отдельно требования и процедуры оценки эффективности обеспечения надежности на предприятии. Для изготовителей широкого круга продукции бытового и промышленного применения это обстоятельство не имеет особого значения, и сертификат на систему качества является достаточно полным доказательством наличия эффективных процедур обеспечения надежности. Но для многих видов сложной наукоемкой продукции и продукции двойного назначения, ввиду особой важности требований к ее надежности, необходимо некоторое специальное подтверждение наличия на предприятии эффективных мер по обеспечению надежности. Значительная роль в обеспечении надежности принадлежит стандартизации. В последнее время наблюдается поэтапное сближение отечественной практики в области надежности с зарубежной. Стандартами ГОСТ Р—ИСО 9001–9003—96 определен основной состав систем качества. Вопросы обеспечения надежности могут решаться как в рамках систем управления качеством, так и в рамках самостоятельной подсистемы надежности. Технический комитет 56-й Международной электротехнической компании (МЭК) «Безопасность и ремонтопригодность» стал интенсивно внедрять принципиально новый подход в области разработки стандартов МЭК к управлению надежностью. Этот подход закреплен в новом комплексе стандартов МЭК 300 «Управление безопасностью и ремонтопригодностью» и получил название «инструментальный ящик» (tool box) (рис. 6.5). 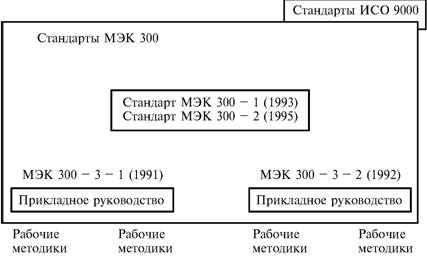 Рис. 6.5 Стандарты МЭК серии 300, по существу, являются модификацией стандартов ИСО 9000 применительно к специфике обеспечения надежности. Комплекс МЭК серии 300 содержит стандарты четырех уровней (рис. 6.6): уровень 1 – стандарт МЭК 300-1, который устанавливает «правила игры»: цель и задачи сертификации системы обеспечения надежности в рамках системы качества; общие требования к организации работ по обеспечению надежности в зависимости от стадии «жизненного цикла изделия», задачи поставщиков и потребителей при сертификации и другие вопросы; уровень 2 – стандарт МЭК 300-2, устанавливающий требования к программам обеспечения надежности, в том числе к программам обеспечения ремонтопригодности и безопасности, требования к системам технического обслуживания и ремонта, а также определяющий связь с нормативными документами третьего уровня; уровень 3 – серия руководств МЭК по практическим частным вопросам обеспечения надежности. Рабочие методики (tool box) представляют собой документы 4-го уровня, которые могут применяться без руководств 3-го уровня. Рабочие методики содержат конкретные процедуры статистического и проектного анализов и др. (рис 6.7). Эта структура стандартов МЭК предлагается к реализации в ближайшие годы. Внедрение стандартов МЭК серии 300 позволяет гарантировать потребителю определенный уровень надежности и осуществлять сертификацию системы качества. Условием применения МЭК 300—1 является наличие на предприятии сертифицированной системы качества в соответствии со стандартами ИСО 9001, ИСО 9002 или ИСО 9003, в зависимости от случая применения. Стандарт устанавливает дополнительные по отношению к ИСО 9001–9003 требования по разделам: • обязанности руководства; • элементы программы, не зависящие от продукции или проекта; • элементы программы, характерные для продукции или проекта. Стандарт предусматривает возможность выборочного использования его требований в зависимости от конкретных обстоятельств, для этого заинтересованные стороны должны оформить письменное соглашение. Терминология, принятая в стандарте, отличается от принятой в отечественной литературе. Центральными понятиями являются: программа и план обеспечения общей надежности (рис. 6.6). Программа обеспечения общей надежности – организационные структуры, обязанности, процедуры и ресурсы, используемые для управления общей надежностью. Этот термин близок к понятию «система обеспечения надежности», принятому в российской документации. Программа относится к элементам, не зависящим от конкретной продукции или проекта, и должна включать все стадии жизненного цикла продукции от планирования до эксплуатации и, возможно, до изъятия из обращения. Программа состоит из элементов, разбитых по задачам. План обеспечения общей надежности – документ, определяющий специфический порядок обеспечения общей надежности, 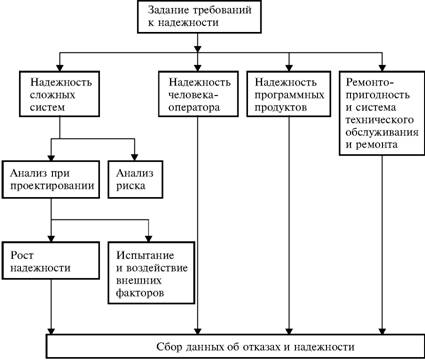 Рис 6.6 ресурсы и последовательность действий в отношении конкретного вида продукции, контракта или проекта. Этот термин аналогичен понятию «программа обеспечения надежности», принятому в российской документации. План относится к элементам, характерным для продукции или проекта и входит составной частью в общий производственный план или план проекта. Под общей надежностью понимается «некоторый собирательный термин, используемый для определения характеристики эксплуатационной готовности и влияющих на нее факторов, а именно: характеристик надежности, ремонтопригодности и материального обеспечения технического обслуживания и текущего ремонта». Термин используется только для общих описаний без количественной оценки. Раздел стандарта «Обязанности руководства» включает ряд дополнительных по отношению к устанавливаемым стандартами ИСО 9001–9003 требований к элементам (процедурам) системы качества. В частности, к ним относятся следующие требования: • на предприятии должен быть утвержден и исполняться документ, отражающий политику предприятия в области обеспечения надежности своей продукции и связанных с ней услуг; • на предприятии должны быть утверждены и поддерживаться элементы программы обеспечения надежности и соответствующие ресурсы. Элементы могут быть составной частью соответствующих элементов системы качества, но должны быть более детализированы; • деятельность предприятия на ранних этапах планирования и проектирования продукции должна основываться на некотором документально оформленном задании по обеспечению надежности продукции, включающем количественные характеристики (по стандарту – «технические условия по общей надежности»), составленные на основании изучения рынка. Эти требования должны быть распределены по составным частям разрабатываемой продукции; • анализ руководства должен включать программы общей надежности. Помимо этого, на предприятии должна быть утверждена и соблюдаться процедура систематического, рекуррентного и независимого анализа соответствия принятых процессов, процедур и средств установленным целям и задачам. Следует отметить, что этот анализ должен включать оценку экономической эффективности программы с точки зрения фактического повышения надежности, снижения затрат на техническое обслуживание и др. Раздел «Элементы программы, не зависящие от продукции или проекта» включает общие для всех видов продукции или работ требования по обеспечению надежности, в том числе: • к порядку оформления структуры и элементов программы; • к методам и моделям, применяемым для прогнозирования, анализа и оценки надежности; • к банкам данных о надежности продукции при испытаниях и/или эксплуатации; • к регистрации документов и данных, относящихся к обеспечению надежности. Раздел «Элементы программы, характерные для продукции или проекта» содержит широкий спектр конкретных требований к практическим методам обеспечения надежности на предприятии. Этот раздел требует специального рассмотрения, и здесь мы ограничимся перечислением его подразделов: • планирование и управление; • анализ контракта и контрактных связей; • требования к общей надежности; • инженерные разработки; • продукция, поступающая из внешних источников; • анализ, прогнозирование и рассмотрение проекта, проверка, оценка и испытания; • программа стоимости продукции с учетом срока службы; • планирование режима эксплуатации и материального обеспечения технического обслуживания и текущего ремонта; • усовершенствования и модификация; • практика связи с потребителями. Проведем анализ возможных схем сертификации систем обеспечения надежности накануне внедрения стандартов МЭК 300. Схема 1. Оценка соответствия требований к надежности по результатам проверки системы обеспечения надежности (СОН). Проверку эффективности СОН следует осуществлять в определенных точках. Например, оценивая СОН при проектировании, важно убедиться в эффективности доработок, проведенных по программам предварительных испытаний, провести анализ полноты программ и методики испытаний на надежность опытных образцов, изучить обоснование стратегий технического обслуживания и ремонта, достаточность и полноту ЗИП и т. д. Для каждой стадии жизненного цикла необходимо сформулировать качественные или количественные критерии оценки завершенности этапов отработки. Так, в число качественных критериев завершенности отработки целесообразно включить: • устранение всех источников отказов (дефектов), выявленных в ходе отработки; • наличие соответствующей документации о проведенных испытаниях, оформленной в соответствии с ГОСТ 27.410—87, и т. п. Количественные критерии завершенности отработки базируются на построении по экспериментальным данным кривых роста надежности, происходящего за счет проведения доработок, выявления и устранения дефектов. Наиболее универсальными моделями роста надежности являются экспоненциальные типа R (n) = a ? (a ? R0) exp{-?(n) n}, где R – показатель надежности; n – объем испытаний при экспериментальной отработке; R0 – начальное значение показателя надежности; ? – интенсивность роста надежности; а – предельное значение показателя надежности. Параметры а и ? зависят от организации экспериментальной отработки, полноты имитации эксплуатационных режимов, контрольно-измерительной аппаратуры, математического обеспечения и других факторов. Оценки параметров модели находят путем обработки данных испытаний. В рамках МЭК методология анализа моделей роста надежности закреплена стандартом МЭК 1014 (1989) «Программы роста надежности». Соотношение между ростом надежности и необходимым объемом испытаний позволяет принять решение о завершенности отработки. В связи с необходимостью защиты от негативных последствий отказов к важнейшим аспектам отработки изделий относится отработка по критерию ремонтопригодности, имеющая ряд особенностей. В частности, при анализе успешности доработок (в части ремонтопригодности) проверяется обеспечение следующих требований: доступность мест технического обслуживания и ремонта без демонтажа и разборки; легкосъемность; учет физиологических и антропометрических свойств человека-оператора; контролепригодность, предусматривающая индексацию мест отказа и наличие диагностических средств; достаточность ЗИП; безопасность при проведении операций технического обслуживания и ремонта. Выполнение указанных требований свидетельствует о степени отработки объекта по критерию ремонтопригодности. Данному аспекту анализа надежности посвящен стандарт МЭК 706-1 (1982) «Руководство по ремонтопригодности оборудования. Введение, требования и программы ремонтопригодности». Схема 2. Оценка соответствия по результатам анализа качественных требований. Этот вариант может рассматриваться как частный случай схемы 1. К качественным относят требования к конструктивному исполнению, технологии изготовления и системе эксплуатации, выполнение которых обязательно для обеспечения требуемого уровня надежности (количественных требований). Задание количественных требований к надежности широко практикуется в национальных стандартах США, Японии и др. развитых странах, поэтому можно ожидать, что этот вариант оценки может применяться наиболее часто. Перечень качественных требований к надежности для каждого изделия должен конкретизироваться. Важно подчеркнуть, что, в то время как контроль количественных значений показателей надежности требует больших временных и экономических затрат, проверка качественных требований не представляет особых трудностей и может быть проведена как в ритме технологического процесса изготовления, так и при сертификационных испытаниях при проверке других свойств изделия. Схема 3. Оценка соответствия по результатам контроля точности и стабильности технологических процессов (ТП), влияющих на надежность продукции. Эту схему целесообразно применять при анализе объектов, отказы которых могут носить, в основном, производственный характер. Корректность этой схемы проверки требований к надежности вытекает из положения, что результаты косвенного контроля надежности по состоянию ТП адекватны (с точностью до модели) прямому экспериментальному методу. Контроль точности и стабильности технологических процессов проводят в два этапа: на первом – из них выбирают основные параметры ТП, влияющие на надежность; на втором – оценивают показатели точности и стабильности. К основным относят такие параметры ТП изготовления отдельных деталей и сборочных единиц, от которых непосредственно зависит надежность объекта. Выбор основных параметров ТП целесообразно проводить по рекомендациям Р 50.54.55–88 «Надежность в технике. Правила выбора основных параметров технологических процессов, лимитирующих надежность конечной продукции». Оценка точности технологических процессов может проводиться по ГОСТ 27.202—83 «Надежность в технике. Технологические системы. Методы оценки надежности по параметрам качества изготовляемой продукции» путем вычисления показателей точности: коэффициента Кт точности по основному параметру ТП и коэффициента Кс смещения основного параметра ТП. Значения Кт и Кс вычисляют по формулам ГОСТ 27. 202—83: cc=?/ Т; Кс= (х ??0)/Т, где ? – поле рассеивания основного параметра; Т – допуск; х – среднее арифметическое значение параметра; ?0 – середина поля допуска. Если 1/Кт ? 0,95 при Кс ? 0,05 точность ТП признают удовлетворительной. Оценка стабильности ТП может быть осуществлена по результатам сравнения дисперсий определяющего параметра ТП для первой и последней выборок или нескольких (более двух) выборок с использованием критерия равенства дисперсий, например критерия Фишера или Бартлетта. Технологический процесс признается стабильным, если по результатам применения упомянутых критериев принимается нулевая гипотеза о равенстве сравниваемых дисперсий. Схема 4. Оценка соответствия требований к надежности по результатам применения методов анализа последствий отказов. Эта схема проверки применяется для объектов, у которых могут наблюдаться критические отказы. Расчет критичности отказов целесообразно проводить методом FMECA (Failure mode effects and critically analysis) по методике стандарта МЭК 812—85 «Методы анализа надежности системы. Процедура анализа характера и последствий отказов». Одна из возможных оценок критичности может быть вычислена по формуле: Cij(p) ij ij(p)iti где Cij(p) – j-го вида отказ i-ro элемента; i – интенсивность отказов i-ro элемента; ti – продолжительность работы i-ro элемента; у – вес j-го вида отказа i-ro элемента (0 < ij < 1; ??ij = 1); ij – условная вероятность того, что j-й вид отказа i-ro элемента приведет к p-му классу последствий отказов. Если для каждого из значений i, j критичность отказа Cij(p) не превосходит предельного значения С*, то принимают, что потенциальные отказы изделия не приводят к критическим последствиям. Предложенные схемы проверки хотя и не исчерпывают множества методов оценки соответствия, позволяют по отдельности или в комбинации доказывать возможность поставщика обеспечивать требуемый уровень надежности. Проведенный тщательный анализ требований указанного стандарта МЭК 300—1 показывает, что на предприятиях оборонной промышленности России, имеющих многолетний опыт работ в соответствии с требованиями национальных стандартов по производству продукции двойного назначения, значительная часть требований указанного стандарта может быть выполнена без значительных материальных затрат. В частности, предприятиям, имеющим сертифицированную систему качества по одной из моделей ИСО 9001–9003 и выполняющим требования специализированных стандартов России, потребуется доработка некоторых процедур системы качества, а также разработка около десятка дополнительных процедур. Предприятиям, не имеющим сертифицированной системы качества, необходимо вначале разработать и внедрить ее, максимально увязав с требованиями рассматриваемого стандарта. Вопрос подтверждения соответствия действующей на предприятии системы обеспечения надежности требованиям стандарта МЭК 300—1 требует более подробного рассмотрения. В зарубежной практике отсутствует специальная система сертификации систем обеспечения надежности в соответствии с требованиями рассматриваемого стандарта. Подтверждение соответствия (сертификация) выполняется либо органом по сертификации систем качества, либо потребителем в соответствии с условиями контракта или соглашения. При этом в состав комиссии аудита включаются эксперты (аудиторы), аттестованные на проведение таких работ. В принципе отечественные предприятия могут также обратиться к соответствующим зарубежным фирмам для получения необходимого подтверждения или сертификата. Однако аналогичная практика работ предприятий в области сертификации систем качества показывает, что попытки получения сертификата у зарубежных фирм без соответствующей подготовки приводили к очень существенным финансовым затратам. Ввиду несоответствия принятых на отечественных предприятиях принципов и документации по обеспечению качества требованиям международных стандартов, зарубежные органы, как правило, не могут выдать сертификат, а требуют разработки практически новой системы качества. Отсутствие опыта работ в этой области вынуждало предприятия обращаться за помощью по разработке систем качества к зарубежным специалистам, при этом расходы на разработку в несколько раз превышали расходы на непосредственно сертификацию. Положение коренным образом изменилось после создания системы сертификации оборонных отраслей промышленности «Оборонсертифика», располагающей в настоящее время экспертами высокой квалификации, включая аттестованных в международных системах сертификации. В связи с тем, что система «Обо-ронсертифика» работает в полном соответствии с требованиями международных стандартов, ее сертификат обычно признается зарубежными фирмами, в необходимых случаях требуется лишь его подтверждение зарубежными органами по сертификации. Расходы предприятий снижаются при этом в несколько раз, так как деятельность системы «Оборонсертифика» осуществляется по контролируемым расценкам, существенно более низким, чем у зарубежных фирм. Очевидно, с аналогичными трудностями встретятся предприятия и при попытке подтверждения зарубежными органами соответствия принятой системы обеспечения надежности требованиям стандарта МЭК 300—1. В национальном же плане в настоящее время организационная и нормативная основа сертификации систем обеспечения надежности отсутствует. В связи с этим представляется необходимым создание такой национальной системы или подсистемы (прежде всего для предприятий оборонной промышленности). Создание такой системы и сертификация в ней предприятий позволит существенно снизить их затраты, связанные с выходом на зарубежные рынки высоконадежной продукции. Кроме того, это позволит решить ряд важных внутренних задач, в частности: • оптимизации затрат предприятий на обеспечение и подтверждение надежности за счет применения отработанных и признанных в международной практике принципов, процедур и методов; • подготовки условий для перехода на новую систему приемки разрабатываемой и выпускаемой продукции заказчиком взамен устаревшей, действующей в настоящее время; • подготовки на предприятиях специалистов в области обеспечения надежности, отвечающим международным требованиям, и т. д. Указанная система может быть создана как подсистема системы сертификации «Оборонсертифика». Выбор системы «Оборон-сертифика» в качестве базовой определяется тем, что: • эта система создана Министерством оборонной промышленности РФ с целью учета всех особенностей предприятий оборонного комплекса; • имеет необходимую для выполнения работ инфраструктуру; • в системе действует пакет нормативных и организационных документов, в значительной мере обеспечивающий нормативную основу рассматриваемых работ; • в системе аттестованы эксперты наиболее высокого в стране класса, прошедшие подготовку и стажировки в национальных и зарубежных центрах и имеющие практический опыт работ по сертификации систем качества на предприятиях оборонного комплекса России; • в системе сертифицированы или подготавливаются к сертификации систем качества более 200 предприятий оборонного комплекса; • в системе реализуется принцип единства норм, средств и методов для изделий двойного назначения, обеспечивающий существенную экономию затрат предприятий на контроль и испытания; • принципы требований, методов и форм работы наиболее соответствуют зарубежным системам сертификации и в связи с этим создают реальную перспективу обеспечения признания сертификата системы за рубежом. Ниже излагаются основные принципы организации и порядка выполнения работ в системе. Системы или подсистемы обеспечения надежности разрабатываются предприятиями в соответствии с требованиями стандарта МЭК 300-1, при этом должны быть реализованы следующие принципы: • приоритетность требований потребителя (заказчика); • предупреждение проблем надежности; • комплексное решение задач обеспечения надежности на всех стадиях жизненного цикла; • личная ответственность высшего руководства за разработку, внедрение и эффективное функционирование системы; • обеспеченность проводимых работ необходимыми ресурсами; • ответственность, самоконтроль и стимулирование персонала за надежность продукции; • использование экономических методов обеспечения надежности с целью реализации оптимального соотношения между затратами на обеспечение надежности, стоимостью продукции и получаемым эффектом. Основными целями сертификации систем обеспечения надежности являются: • объективное подтверждение заявленных предприятием возможностей стабильно обеспечивать разработку и/или производство надежной СНП в полном соответствии с требованиями заказчика (потребителя); • содействие заказчику (потребителю) в компетентном выборе предприятий для размещения заказа на продукцию для государственных нужд и государственного оборонного заказа. Эти цели достигаются: • установлением статуса сертификата как государственного гаранта надежности продукции (в том числе поставляемой из стран ближнего и дальнего зарубежья); • соответствием норм, правил и процедур сертификации международным требованиям; • государственной поддержкой в обеспечении международного признания сертификата, в том числе на основе двусторонних и многосторонних межправительственных соглашений; • ориентацией на максимальное использование имеющегося научно-технического и интеллектуального потенциала предприятий оборонного комплекса, что обеспечивает оптимизацию затрат на сертификацию; • предоставлением органам государственного управления и заинтересованным организациям, предприятиям и частным лицам объективной информации о надежности продукции, стабильности и возможностях производства, необходимой для принятия решений о размещении государственных заказов, кредитования развития приоритетных направлений оборонного комплекса, инвестиционной поддержки конкурентоспособных предприятий и др. Основу организационной структуры подсистемы надежности может составлять действующая организационная структура системы «Оборонсертифика» (см. п. 4.4). 6.5. Сертификация программно-математического обеспечения 6.5.1. Зарубежный опыт сертификации программно-математического обеспечения В авиационной промышленности накоплен многолетний опыт конструирования, производства, монтажа и применения аналогового оборудования и систем, в том числе выполняющих в полете критические функции. Разработаны и успешно применяются методы и процедуры, позволяющие демонстрировать соответствие требованиям, предъявляемым полномочными государственными органами, регулирующими деятельность в области авиации. Согласно этим требованиям отказы в оборудовании и системах, выполняющих критические функции, не должны оказывать влияния на безопасность летательного аппарата. В перспективе все большую долю будут составлять оборудование и системы, использующие цифровые вычислители. При этом качество программно-математического обеспечения (ПМО) будет непосредственно влиять на безопасность полетов. Таким образом, необходима разработка руководств по сертификации программно-математического обеспечения. За рубежом, и в первую очередь в США, накоплен значительный опыт сертификации цифрового бортового оборудования самолетов, представляющий значительный интерес для отечественных специалистов. Наиболее полно принципы сертификации авиационного бортового оборудования изложены в документах Радиотехнической комиссии США по аэронавтике (РТКА). Временный специализированный комитет, учрежденный исполкомом РТКА, пришел к заключению, что хотя стандарты РТКА и стандартизированные технические требования федерального авиационного управления (FAA) и охватывают в достаточной степени сертификационные требования и характеристики выполняемых функций, однако необходимо дополнительное руководство относительно требований к программно-математическому обеспечению. Временный специализированный комитет рекомендовал исполкому РТКА образовать специальный комитет, целью которого явилась бы разработка и оформление в виде документа практических методов, помогающих сертифицировать оборудование и системы, основанные на использовании программно-математического обеспечения. В 1980 г. был учрежден Специальный комитет «Математическое обеспечение цифрового радиоэлектронного авиационного оборудования». Круг полномочий комитета включал в себя следующие вопросы: • разработку плана проверки и демонстрации качества программно-математического обеспечения; • разработку классификации требований при демонстрации качества программно-математического обеспечения по категориям, определяемым критичностью систем при выполнении полета; • разработку информационного и конструктивного материала по программно-математическому обеспечению авиационного оборудования; • выдачу рекомендаций относительно изменений существующих стандартов, необходимых для учета особенности применения цифровой техники; • координацию деятельности с другими организациями. 6.5.2. План сертификации Предполагается, что любая программа сертификации цифрового бортового оборудования или системы будет выполняться в соответствии с планом, подготовленным соискателем свидетельства о летной годности летательного аппарата и утвержденным полномочным государственным органом, регулирующим авиационную деятельность. План должен охватывать: • категорию критичности, применительно к которой должны быть сертифицированы оборудование или система; • существо сертификации (сертификация типа, соответствие стандартизированным техническим требованиям и пр.); • программы разработки, испытаний, сопровождения и гарантии качества программно-математического обеспечения; • разделы нормативных документов, на соответствие которым будет проводиться сертификация; • специальные условия; • документацию, необходимую для сертификации. 6.5.3. Классификация функций по категориям критичности Критерии, используемые при сертификации цифрового оборудования и систем, основаны на значимости функций, выполняемых этим оборудованием или системами для безопасности полета. Ключевое значение при этом имеет влияние, оказываемое неисправностью или утратой функции, на безопасность. Описанные ниже категории критичности приняты авиационными специалистами и полномочными государственными органами, регулирующими авиационную деятельность. Существуют следующие категории критичности функций: ? критическая – к ней относятся функции, для которых возникновение любой опасной ситуации или проявление ошибки исключает безопасное продолжение полета и выполнение посадки; • важная – к ней относятся функции, для которых возникновение любой отказной ситуации или ошибки снижает возможности летательного аппарата и уменьшает способность экипажа справиться с неблагоприятными условиями полета; • не важная – к ней относятся функции, для которых отказы или ошибки не приводят к значительному ухудшению возможностей летательного аппарата или экипажа. Классификация каждой функции осуществляется с использованием описания проекта, анализа, моделирования, метода аналогий, наземных и летных испытаний и пр. Правильность выбора категории критичности подтверждается полномочным органом при разработке плана сертификации. 6.5.4. Требования и процедуры разработки программно-математического обеспечения Общий подход учитывает три разновидности сертификации: сертификация типа, дополнительная сертификация типа, сертификация на соответствие стандартизированным требованиям FАА (рис. 6.7). Процесс сертификации начинается с документа «Требования к системе». Затем разработчик определяет перечень работ, необходимых для проверки соответствия программно-математического обеспечения предъявляемым требованиям и для санкционирования его эксплуатационной пригодности (табл. 6.1). Рисунок 6.8 показывает, что разработка является итерационным процессом. Рисунок 6.9 иллюстрирует процесс разработки программно-математического обеспечения. На каждой стадии 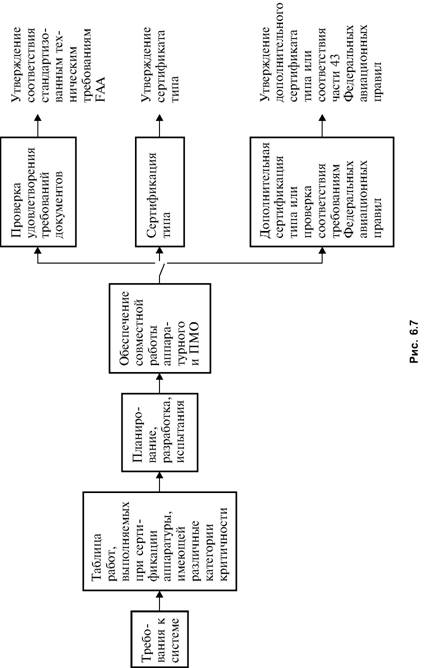 разработки (для гарантии качества программно-математического обеспечения) выполняются проверки. Таблица 6.1  Примечание: (1) Слово «Требуется» означает необходимость представления доказательств выполнения данного вида работы. (2) В таких случаях объем работ, связанных с проверкой соответствия предъявляемым требованиям и санкционированием эксплуатационной пригодности, зависит от тяжести последствий ошибки проектирования. Оценки тяжести последствий, данные разными полномочными государственными органами, могут отличаться одна от другой. (3) Слово «Рекомендуется» означает, что, хотя представление доказательств выполнения данного вида работы не является обязательным, в соответствии с оправдавшей себя практикой это следует делать в установленном документами порядке. (4) В ходе утверждения соответствия стандартизированным техническим требованиям FАА может оказаться необязательным проведение отдельных испытаний для санкционирования эксплуатационной пригодности системы. Первым шагом в цикле разработки программно-математического обеспечения является формулирование требований к нему, которые определяют функции, реализуемые системой. Они могут касаться: • функций, выполняемых программно-математическим обеспечением; • степени критичности функций; • взаимодействия аппаратуры и программно-математического обеспечения; • характеристики используемого процессора; • требований к временным характеристикам; • требований к встроенному тест-контролю и непрерывному контролю; • ухудшения характеристики и/или утраты функций в ситуациях отказа; • требований к проверке. Для гарантии полного учета и понимания требований к системе необходимо проведение соответствующего этапа поверочных работ, в процессе которого сопоставляются требования к программно-математическому обеспечению и требования к системе. Целью данной поверочной операции является: • проверка совместимости разделения аппаратуры и программно-математического обеспечения на независимые части с методами и средствами организации взаимодействия этих частей; • проверка совместимости требований к системе с требованиями к программно-математическому обеспечению; • проверка того, что требования к системе, трансформированные в требования к реализации программно-математического обеспечения, исчерпывающим образом сформированы в основной документации на программно-математическое обеспечение. При наличии полных требований к программно-математическому обеспечению с использованием соответствующих руководств, разрабатывается подробная проектная документация на программно-математическое обеспечение, в том числе план испытаний. В правильно составленной программе разработки ПМО важное значение имеет установление такого порядка проектирования, который позволяет получить программно-математическое обеспечение, поддающееся проверке и понятное не только его создателям. Этот порядок должен быть документально оформлен. Одним из возможных методов проектирования является ограничение функций, реализуемых с помощью разделения в пределах отдельных блоков программы (принцип разделения программно-математического обеспечения). Особое внимание следует уделять  Рис. 6.8  Рис. 6.9 совместимости метода разделения и средств организации совместной работы отдельных блоков. Для проверки полноты и качества проекта выполняется анализ его соответствия требованиям. Целью этой проверки является установление правильности воплощения в проектной документации требований к программно-математическому обеспечению, соблюдение стандартов на проектирование, гарантии того, что алгоритмы правильно представляют техническую идею, являются точными и устойчивыми. Технология реализации проекта должна гарантировать, что полученные с ее помощью программы понятны, прослеживаемы до уровня проектной документации и поддаются проверке. Все ошибки должны быть зарегистрированы. При реализации проекта ПМО большие преимущества сулят использование языков высокого уровня соответствующих компиляторов (трансляторов) и обеспечивающих программных средств. К числу этих преимуществ относятся облегчение понимания результатов реализации и потенциальная возможность снижения количества ошибок, допускаемых на ранних этапах разработки. При изменениях обеспечивающих программных средств необходимы процедуры, позволяющие идентифицировать текущее состояние этих средств и проверить влияние любых изменений на конечную программу. В том случае, когда обеспечивающие программные средства разработаны не изготовителем оборудования, а другим предприятием, могут потребоваться консультации с государственным органом относительно методов установления доверия к этим средствам. Для проверки результатов программирования получают листинг исходной программы. Проверка осуществляется либо вручную путем сквозного разбора программы с помощью таблицы контрольных проверок ошибок отдельных видов, либо с помощью таблиц истинности, либо автоматически с помощью анализаторов программ. Далее выполняется проверка блоков программы с целью показать, что блоки выполняют заданные функции и не выполняют не заданные операции. Результаты этой проверки сводятся в «План испытаний программно-математического обеспечения». Проверка блоков проводится в двух направлениях: проверка логики и проверка вычислений. Целью проверки логической части программы является обнаружение и устранение ошибок программирования, связанных с возможностью ненормального хода программы, а именно: • остановом или зацикливанием; • принятием неправильных логических решений; • отсутствием логических операций с определенными комбинациями входных данных; • отсутствием логических операций с пропуском входных данных. Целью проверки вычислительной части программы является обнаружение и устранение ошибок в последовательности вычислений, их выполнении, точности, синхронизации; в правильности установки числовых алгоритмов в исходное положение для данных, находящихся в пределах технических условий, выходящих за эти пределы, граничных, особых; для масштабирования при вычислениях с фиксированной запятой и для используемых единиц измерения физических величин, а также в случае нежелательных режимов работы контуров с обратными связями. После проверки блоков программы выполняется проверка правильности объединения блоков программы с целью показа правильности взаимодействия при выполнении заданных функций функционально связанных блоков программы. Эта проверка вовлекает дополнительные аппаратурные ресурсы, способствующие объединению модулей (периферийные устройства и память). В ходе испытаний проверяются: • связи между блоками (связь между блоками данных и управляющей логикой программы; порядок, вид и количество аргументов при обращениях к подпрограммам; отсутствие ложных выходов или нежелательных изменений в базе данных общего пользования); • временная диаграмма; • заданная последовательность событий (выставка и повторная выставка общих управляющих флажков; выставка переменных в исходное положение); • возобновление вычислений при прерываниях; • возможность нежелательных режимов работы контуров с обратными связями; • разделение функций, имеющих различные категории критичности. Для полной проверки в реальном масштабе времени соответствующее программное обеспечение вводится в смежный с аппаратурой или ее макетным образцом и другими внешними устройствами блок. К числу ошибок, выявляемых на стадии проверки совместного функционирования программного и аппаратурного обеспечения, относятся: • неправильный уровень обработки прерываний; • неспособность программного модуля удовлетворить требования к времени выполнения вычислений; • неправильная работа программ, осуществляющих переключение аппаратуры или ее реконфигурацию в случае отказов; • конфликтные ситуации в каналах передачи данных или при распределении ресурсов; • отказ встроенного тест-контроля; • неспособность программного обеспечения справиться с запуском, изменением входных нагрузок, переходными процессами в цепях питания; • отказ выполнить проверку в контрольной точке; • ошибки в организации взаимодействия аппаратуры и программно-математического обеспечения; • ошибки в технических требованиях к такому взаимодействию. Для проведения проверки совместной работы аппаратуры и программно-математического обеспечения используются: • моделирование в реальном масштабе времени; • контроль степени использования центрального процессора; • анализ отказных режимов работы (сбои, переходные процессы и отказы в аппаратуре); • введение в аппаратуру отказов; • введение максимальных расчетных ограничений. Проверка совместного функционирования программного и аппаратурного обеспечения состоит из: • проверки в реальном масштабе времени функционирования общей программы, реализованной в реальном вычислителе или с использованием реальных устройств сопряжения; • демонстрации того, что данная комбинация аппаратуры и программного обеспечения в условиях эксплуатации отвечает требованиям к программно-математическому обеспечению. Испытания на воздействие окружающей среды являются необходимой частью сертификации любого оборудования и выполняются с целью демонстрации того, что аппаратура правильно функционирует в заданном диапазоне условий окружающей среды. Программное обеспечение, используемое при этих испытаниях, может быть как рабочим, так и специальным испытательным. Испытания для санкционирования эксплуатационной пригодности системы выполняются после завершения всех проверок на соответствие предъявляемым требованиям и охватывают: • демонстрацию соответствия системы требованиям в эксплуатационных условиях и при имитации изменения характеристик летательного аппарата в допускаемых пределах; • демонстрацию соответствия системы предъявляемым требованиям в специфических условиях окружающей среды (например при электромагнитных помехах, переходных процессах и перерывах в электропитании и т. д.); • летные испытания. В испытаниях с целью проверки совместной работы, проводимых как часть испытаний для санкционирования эксплуатационной пригодности, должны быть выявлены ошибки в программно-математическом обеспечении следующих видов: • неправильная реализация протоколов связей между элементами системы; • непредвиденная неустойчивость контуров, замыкаемых между элементами системы; • неспособность программно-математического обеспечения одного из элементов системы правильно функционировать при отказе другого элемента. Требования пользователя изменить функциональные возможности системы и обнаруженные в процессе эксплуатации ошибки проектирования приводят к необходимости послесертифика-ционных изменений программно-математического обеспечения. Изменения, внесенные в программно-математическое обеспечение критических и важных функций, требуют повторных проверок: программных блоков; их взаимодействия; взаимодействия аппаратуры и программного обеспечения; частей системы, затронутых внешними изменениями. Изменения программно-математического обеспечения не важных функций могут быть внесены на основе анализа или повторных испытаний. 6.5.5. Сопровождение программно-математического обеспечения и вопросы гарантии качества Сопровождение программно-математического обеспечения представляет собой специальную техническую дисциплину, связанную с идентификацией и контролем изменений и регистрацией текущего состояния программно-математического обеспечения в течение всего срока службы. Сопровождением охватывается рабочее программное обеспечение, обеспечивающие программные средства, математическое обеспечение для испытаний и проектирования, а также аппара-тура, необходимая для внесения изменений в рабочее программ-ное обеспечение для его испытаний и воспроизведения. Сопровождение включает также контроль документов, в ко-торых регламентируются требования к взаимодействию с про-граммами табличных данных и автоматического тест-контроля, выбираемыми пользователем, но сами эти программы под конт-роль данного сопровождения не подпадают, имея свое собствен-ное сопровождение. Рассмотрение вопросов, связанных с сопровождением про-граммно-математического обеспечения, является частью каждо-го из этапов жизненного цикла изделия (табл. 6.2). Планы сопро-вождения программно-математического обеспечения (СПМО) и гарантии качества математического обеспечения (ГКПМО) мо-гут быть как раздельными, так и объединенными в единый доку-мент. План СПМО устанавливает содержание сопровождения (до-кументацию, ее контроль, контроль изменений уровня решений о внесении изменений) и порядок, которого изготовитель дол-жен придерживаться до сертификации головной партии серий-ных изделий или до их поставки предприятию-заказчику. План ГКПМО описывает роль гарантии качества программ-но-математического обеспечения при выполнении требований и стандартов на его разработку, при выполнении плана ПМО и плана испытаний, а также в обеспечении соответствия матема-тического обеспечения документации на него. В плане СПМО рассматриваются вопросы идентификации, контроля и учета текущего состояния, а также вопросы, связан-ные с ревизиями и проверками состава и общего построения про-граммных и аппаратурных средств. В плане СПМО должны быть определены минимальные тре-бования к сопровождению для каждого применения оборудова-ния. На основании этого плана изготовитель должен разработать соответствующую документацию и хранить ее в течение всего жиз-ненного цикла оборудования. План ГПМО определяет технические средства, приемы и ме-тоды, которых необходимо придерживаться при производстве ре-визий и проверок качества, а также при выполнении других фун-кций, гарантирующих целостность изделия и соответствующей документации на него, а также непрерывность процесса сопро-вождения. СПМО на этапе сертификации и в течение всего периода эк-сплуатации изделия должно предусматривать наличную докумен- 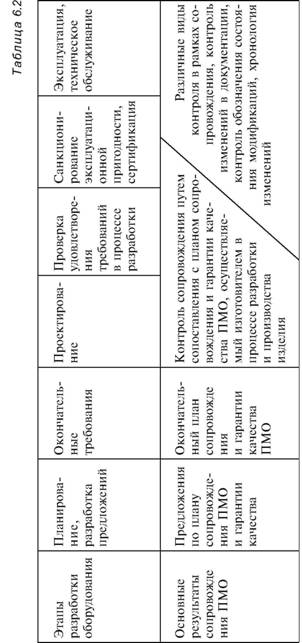 тацию; соглашение относительно маркировки изделия, контроля изменений, учета текущего состояния. На внешней стороне каждого сменного блока должна быть нанесена маркировка в виде блочного номера. В системе нумерации должны быть воплощены следующие принципы: • сменные блоки с одинаковой маркировкой должны быть взаимозаменяемыми по габаритам, посадочным размерам и выполняемым функциям; • если в конструкцию блока или в его программно-математическое обеспечение внесено изменение, блочные номера таких блоков и блочные номера блоков более высоких уровней должны быть изменены вплоть до уровня, на котором восстанавливается взаимозаменяемость. Контроль действительного текущего состояния, осуществляемый пользователем, не обязательно должен быть основан на системе нумерации блоков, принятой у изготовителя. Если используется маркировка статуса состояния блока, то в каталогах комплектации блоков и систем могут даваться ссылки без указания статуса модификации, однако в этих каталогах должна быть ссылка на журнал регистрации статуса модификации. На каждое устройство заранее программируемой памяти, входящее в состав блока, должна быть нанесена маркировка, позволяющая установить состояние его аппаратурного и программного обеспечения. Если память сменного блока загружается на месте, то идентификатор состояния может быть вызван из самой памяти и проидентифицирован. В устройства заранее программируемой памяти должны быть введены идентификаторы программно-математического обеспечения, доступные для других частей системы, для аппаратуры автоматического тест-контроля и для другой поверочной аппаратуры, необходимые при выполнении экипажем эксплуатационных процедур. В одном и том же блоке могут быть предусмотрены вариации программных функций. Изменения в программно-математическом обеспечении могут считаться незначительными при условии, что они не затрагивают основу первоначальной сертификации критических функций или любые аспекты, связанные с выполнением обязательных функциональных требований. Изменение программно-математического обеспечения, не затрагивающее функциональную взаимозаменяемость, требует: • изменения маркировки статуса программно-математического обеспечения; • введения в блочный номер соответствующего подномера; • изменения идентификатора программно-математического обеспечения, вводимого в память модифицированного запоминающего устройства; • внесения изменений в журнал регистрации состояния блока. Изменение программно-математического обеспечения, приводящее к нарушению функциональной взаимозаменяемости, требует введения нового опознавательного номера программно-математического обеспечения блока или нового идентификатора в память модифицированного запоминающего устройства. Изменение в документации на программно-математическое обеспечение блока отражается в конечной части номера соответствующей документации, отделенной от головной части номера с помощью тире. Изменение в программно-математическом обеспечении вспомогательного оборудования требует только изменения документации. С помощью приведенных ниже примеров показываются некоторые способы, позволяющие вставить обозначение варианта программного обеспечения в блочный номер. 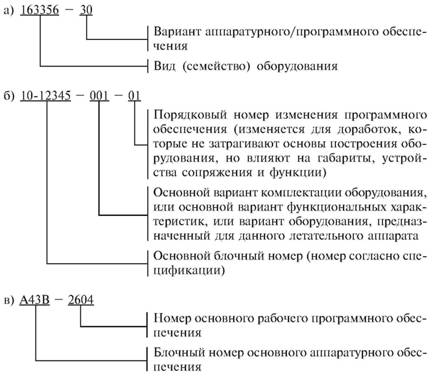 Таблица 6.3 иллюстрирует требования к изменению маркировки аппаратурного/программного обеспечения после выполнения их доработок. В данном примере требования к маркировке конкретного блока удовлетворяются с помощью комбинации блочного номера, обозначающего основной вариант конструктивного выполнения блока и номера варианта рабочего программного обеспечения блока. Любые доработки, не затрагивающие взаимозаменяемость, обозначаются с помощью двух указателей вариантов модификаций – одного для аппаратуры и одного для программного обеспечения. Проведем расшифровку значения блочного номера, показанного в табл. 6.3. Номер блока, указанный на его внешней поверхности:  Вариант модификации, указанный на внешней поверхности блока и в журнале регистрации состояния блока: аппаратуры – 03; программного обеспечения – 06. Опознавательный номер комплекта документации, указываемый только в каталоге комплектации: 503. Блочный номер, указанный в каталоге комплектации:  СПМО действует в течение всего периода существования оборудования или системы, но ответственность за его выполнение может передаваться. Производитель оборудования отвечает за СПМО до поставки изделия пользователю, он же продолжает сопровождение в течение всего срока существования оборудования. Пользователь может взять на себя сопровождение своего оборудования. Одним из наиболее важных средств, позволяющих создать качественное и надежное программно-математическое обеспечение, является проверка его соответствия требованиям на ранних этапах разработки изделия путем выполнения серии Таблица 6.3 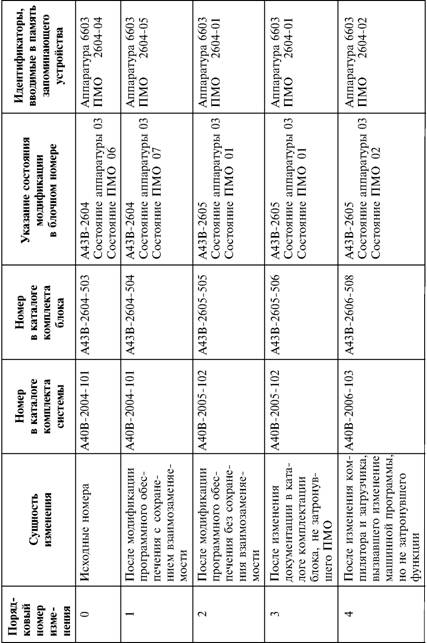 проверок и ревизий в ключевых точках процесса разработки изделия и внесения в него изменений. Такое определение указанных проверок и ревизий, их график и последовательность проведения приводятся в плане гарантии качества программно-математического обеспечения (ГКПМО). Для критических функций устанавливается система официальных сообщений о недостатках, обнаруженных в математическом обеспечении и мерах по их устранению. Такая же система желательна и для функций других категорий. Указанная система должна гарантировать ответные действия на все документально зафиксированные недостатки. В план СПМО и гарантии его качества должны быть включены положения о контроле носителей программно-математического обеспечения. Со всех оригиналов, действующих документов, записей исходных и объектных программ, программ для проведения проверок и испытаний, программ вспомогательных систем должны быть сняты копии, хранящиеся в отдельных архивах с соблюдением мер предосторожности. Для гарантии целостности хранимых данных устанавливается порядок апробации всех лент, дисков и т. п. с периодичностью, совместимой с гарантийным сроком хранения данного носителя. При создании оригиналов и архивных документов следует предусмотреть меры предосторожности, гарантирующие только считывание хранимой информации. Каждый процесс снятия копии должен проверяться с помощью побитового сравнения. На каждом носителе следует записать алгоритмы, предназначенные для проверки правильности компиляции, копирования или загрузки. 6.5.6. Документация на аппаратное/программное обеспечение Для первоначальной сертификации оборудования или системы, а также для их повторной сертификации после модернизаций, необходима достаточная, точная и отражающая текущее состояние дел документация двух видов (табл. 6.4 и 6.5). В табл. 6.4 (с разбивкой по категориям критичности: НВ – не важная, К – критическая) указана документация, которую изготовитель должен подготовить для первоначальной сертификации типа, дополнительной сертификации типа или для утверждения оборудования (например утверждения соответствия стандартизованным техническим требованиям FАА). В этой таблице знаком «Д» отмечены документы, которые соискатель удосто Таблица 6.4 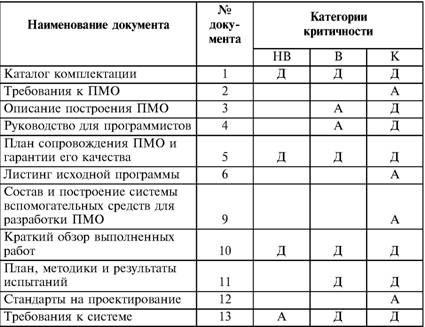 верения летной годности может направить органу, регулирующему деятельность в области авиации в качестве официально зарегистрированных материалов, обосновывающих заявку. Знак «А» обозначает дополнительную документацию, которая может быть сочтена в плане сертификации необходимой для какого-либо конкретного случая. Каталог комплектации (документ № 1) является основным контрольным документом для каждой самостоятельной версии программно-математического обеспечения. В нем (в хронологическом порядке) даются ссылки на все документы, находящиеся под контролем, осуществляемым в рамках сопровождения, и указывается статус каждого из них на данный момент времени. Для цифровых систем каталог комплектации системы является регистрационным документом высшего уровня. В нем содержатся наименования блоков аппаратуры, номера всех сменных блоков, входящих в состав системы, и номера программно-математического обеспечения всех сменных блоков, имеющих таковое. В нем также дан перечень каталогов комплектации всех сменных блоков системы. Каталог комплектации системы может разрабатываться изготовителем оборудования или предприятием, осуществляющим его установку. Каталог комплектации сменного блока описывает его аппаратуру и его программно-математическое обеспечение. Он подготавливается разработчиком оборудования для каждого сменного блока, имеющего программно-математическое обеспечение. В его содержании указывается: а) точный состав и построение объединенного пакета программно-математического обеспечения, поставляемого вместе с блоком; б) перечень действующей документации на данный сменный блок. В требованиях к программно-математическому обеспечению (документ № 2), разрабатываемому предприятием, осуществляющим установку оборудования, или предприятием-разработчиком, должна содержаться (но не обязательно ограничиваться приведенным перечнем) следующая информация: а) функциональные и эксплуатационные требования к программно-математическому обеспечению, сформулированные в количественной форме и там, где это применимо, с указанием допусков; общий и описательный материал, включающий функциональную блочную схему или эквивалентное предоставление каждой машинной программы; графическое изображение процесса выполнения функции и связей между функциями; б) требования к каждой рабочей функции или режиму работы плюс требования к таким специальным функциям, как упорядочение, выявление и устранение ошибок, контроль входной и выходной информации, диагностика в реальном масштабе времени и т. д.; в) требования к характеристикам, проверке, проектированию и критичности каждой функции; г) требования к ресурсам памяти и временным ресурсам; д) описание взаимодействия аппаратуры и программного обеспечения; е) требования к встроенному тест-контролю или непрерывному контролю; ж) характеристики при отказах (ухудшение характеристик и качество функционирования). Описание построения программно-математического обеспечения (документ № 3), разрабатываемого изготовителем оборудования, содержит: а) описание структуры построения программы (древовидную схему) и членение программы на самостоятельные части; б) описание или схему потока данных; в) описание или блок-схему программы; г) описание информационного и управляющего взаимодействия между отдельными частями программы и между программным и аппаратурным обеспечением (описание отдельных трактов «вход-выход»); д) описание алгоритмов; е) технические условия на временные ресурсы; ж) информацию об организации и ресурсах памяти. Назначением руководства для программистов (документ № 4) является изложение информации, достаточной для понимания принципов работы и для программирования вычислителя, используемого в бортовом оборудовании. Эта информация должна включать полное описание архитектуры (работу системы команд), а также описание и руководство по применению языка программирования. Допускается, что для выполнения программирования вычислителя может оказаться необходимой информация о структуре программы и взаимодействии ее частей, содержащаяся в документе № 3 и других документах. Для гарантии функционирования изделия в соответствии с техническими условиями в плане сопровождения ПМО и гарантии его качества (документ № 5) дается описание: а) процедур сопровождения; б) обозначений вариантов построения программно-математического обеспечения; в) порядка учета текущего состояния вариантов построения программно-математического обеспечения; г) процедур контроля изменений в программном обеспечении; д) процедур контроля носителей программ; е) средств и методов, используемых при разработке программно-математического обеспечения; ж) стандартов, установившейся практики и соглашений, используемых при разработке программно-математического обеспечения; з) документации, необходимой для разработки программно-математического обеспечения; и) процедур выполнения проверок и ревизий; к) процедур составления и прохождения донесений о выявленных недостатках и процедур устранения недостатков; л) процедур контроля, осуществляемого поставщиком изделия. Листинг исходной программы (документ № 6) содержит исходные операторы, по которым составляется машинная программа с комментариями для описания модулей, функций и управляющей логики программы. Листинг должен содержать блочный номер программы, ее наименование и дату выпуска. В комплектацию данного документа должен быть включен листинг редактора связей распределителя памяти, дающий схему загрузочного модуля. Для исходной программы (документ № 7) следует использовать согласованный носитель – бумагу, магнитные диски, ленты и т. п. Для выходной (объектной) программы (документ № 8) следует использовать согласованный носитель-ленту, магнитные диски, программируемое постоянное запоминающее устройство (ППЗУ), перфокарты и т. д. Состав и построение системы вспомогательных средств и средств для разработки программно-математического обеспечения (документ № 9) описывают аппаратуру, программное обеспечение и процессы, используемые для разработки, хранения и воспроизведения исходных и объектных программ. Краткий обзор выполненных работ (документ № 10, на контроль не передается) представляет краткое описание задач, решенных в процессе разработки программно-математического обеспечения и плана его сопровождения. К числу вопросов, рассматриваемых в обзоре, относятся описание системы, порядок проектирования, испытания и контроль. План, методики и результаты испытаний (документ № 11) могут быть составлены применительно к разным этапам испытаний и описывать испытания, которые должны быть выполнены; цель каждого из них; функции, которые должны быть проверены; последовательность и методы испытаний. Эти документы также охватывают средства проверки на соответствие требованиям и средства, используемые при санкционировании эксплуатационной пригодности; требования к поверочному оборудованию; требования к испытаниям программно-математического обеспечения и результаты испытаний. Стандарты на проектирование программно-математического обеспечения (документ № 12), разрабатываемые изготовителем оборудования или предприятием, осуществляющим его установку, определяют требования на проектирование программно-математического обеспечения и его реализацию, действующие соответственно на этапах разработки и испытаний. В нем также описываются запрещенные способы реализации программно-математического обеспечения, применение которых могло бы повредить выполнению функций, предписанных системе. В требованиях к системе (документ № 13) дается общее описание сертифицируемой системы. Документ может исходить или от предприятия, осуществляющего установку оборудования, или от предприятия-изготовителя. Он должен содержать: а) описание системы и ее функциональную блок-схему, разбиение системы на сменные блоки, описание сертифицируемых функций; б) сертификационные требования, включая все применимые положения Федеральных авиационных правил (FAR), консультативных циркуляров FАА, требования Британского управления гражданской авиации и требования других нормативных документов. Дополнительно (если система, выполняющая сертифицируемую функцию, является элементом системы более высокого уровня) необходимо дать ссылку на требования к этой последней или их краткое изложение; в) методы и средства проверки соответствия, позволяющие: • завершить программу разработки, выполняемую поставщиком изделия; • завершить программу проверки соответствия требованиям, проводимую предприятием, устанавливающим оборудование; • обнаружить и устранить ошибки программирования; • разработать документацию. В табл. 6.5 приведена документация, которую изготовитель должен (в соответствии с соглашением, достигнутым в результате переговоров) представить пользователю, желающему взять на себя ответственность за совершенствование и доработку оборудования или систем. Здесь установлены три категории пользователей. Категория «X». Пользователи этой категории только эксплуатируют оборудование и не имеют возможности ремонтировать его. Ремонт и (или) доработка выполняются ремонтной базой или изготовителем. Категория «Y». Пользователи этой категории могут эксплуатировать оборудование, а также выполнять его установку и/или ремонт. Это типично для авиатранспортных компаний, ремонтирующих свое собственное оборудование, или для ремонтных баз, имеющих официальное разрешение и продающих свои услуги пользователям категории «X». Пользователи категории «Y» могут Таблица 6.5 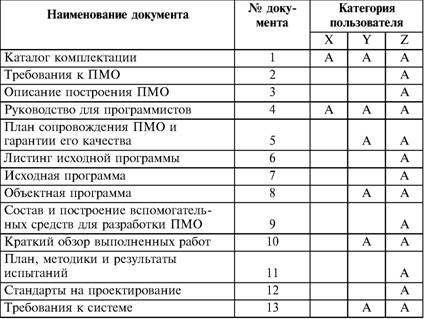 выполнять доработки по документации изготовителя аппаратуры, одобренные государственным органом, регулирующим авиационную деятельность. Категория «Z». Пользователи этой категории эксплуатируют, устанавливают и ремонтируют оборудование, а также имеют возможность модифицировать его. Это типично для крупных авиатранспортных компаний, имеющих достаточно квалифицированный инженерный персонал и материальную базу для разработки модификаций, получения их утверждения со стороны полномочного государственного органа, а также для выполнения ремонта и доработок по документации изготовителя оборудования. Изготовитель должен определить, для пользователя какой категории создается изделие и степень критичности его применения. Затем он должен определить объем работ по созданию документации. Аналогично предприятие, осуществляющее установку оборудования, определяет требования к документации на основании конечного применения изделия и степени критичности этого применения. Затем инструктивный материал данного документа служит основой для ведения переговоров относительно окончательных требований к документации. Контрольные вопросы 1. Что такое рейтинговая сертификация? 2. Каково соотношение между объектами наземной отработки и летных испытаний современных самолетов? 3. Зачем введено лицензирование деятельности предприятий? 4. Для каких видов продукции необходимо включение требований к надежности при ее сертифакации? 5. Охарактеризуйте роль стандартов МЭК-300 в обеспечении надежности. 6. Из каких основных этапов состоит план сертификации программно-математического обеспечения? 7. Что такое категория критичности функций, выполняемых оборудованием в полете? 8. Что такое сопровождение программно-математического обеспечения? 9. Как документируются изменения в программно-математическом обеспечении? 10. Приведите примеры документации, необходимой при сертификации программно-математического обеспечения. Библиографический список 1. Глыбин Ю. А., Козлов Ю. Б., Везиров В. Н., Давыдов А. Н., Барабанов В. В. Техническая политика Миноборонпрома России в области сертификации // Сертификация, конверсия, рынок. – М., 1996. Специальный выпуск. С. 4–9. 2. Соколов Б. Н., Князев В. Т., Муравский И. И. Качество и сертификация. Опыт авиационной промышленности. – М.: Изд. «Технический прогресс и повышение квалификации кадров в авиационной промышленности», 1994. 3. Стародуб Ю. Н., Везиров В. Н., Барабанов В. В. Организация работ по лицензированию деятельности предприятий-разработчиков и производителей вооружения и военной техники. Сертификация, конверсия, рынок. – М.: 1996. № 1–2. С. 3–7. 4. Барабанов В. В., Захаров М. Г., Крель Н. Л., Пархотин И. И., Ароста-нова И. В. Концепция сертификации обеспечения надежности сложной наукоемкой продукции. Проблемы продвижения продукции и технологий на внешний рынок. – М.: 1997. Специальный выпуск. С. 33–39. 5. Аронов И. З., Александровская Л. Н., Дойчинова М. Оценка надежности машиностроения при сертификации продукции. Надежность и контроль качества. – М.: 1991. № 3. С. 3–8. 6. Аронов И. З., Александровская Л. Н., Прудникова Е. А. Анализ надежности при сертификации систем качества // Приборы и системы управления. – М.: Машиностроение. 1992. № 7. С. 9 – 11. 7. Технические требования к обращению с программным обеспечением вычислителей. Технические требования 102 Ассоциации воздушного транспорта Америки (Specification for Computer Software Manual. ATA Specification 102). 8. Рекомендации относительно порядка работы с математическим обеспечением бортовых систем и относительно документации на математическое обеспечение. Документ Европейской организации по применению радиоэлектроники в гражданской авиации ЕД—35 (Recommendations on Software Practice and Documentation for Airborn Systems. EUROCAE Document ED – 35). 9. Mayers G.J. The Art of Software Testing. – N.Y.: Wiley Interscience, 1979. 10. Mayers G.J. Software Reliability: Principles and Practices. – N.Y.: Wiley Interscience, 1976. 11. Документ общества инженеров самодвижущегося транспорта APR 926A (SAE Document: ARP 926A). |
|
||
|
Главная | Контакты | Нашёл ошибку | Прислать материал | Добавить в избранное |
||||
|
|
||||